刘卫红(湘潭职业技术学院机电工程系湘潭4111o2)
摘要:本文提出了数控切绘机切、绘样版的功能设想,介绍了数控切绘机实现切、绘功能的传动方案和增强切绘机平及同步带方面的应用
稳运行、精确定位能力的方法。
关键词:数控切绘机 切绘样版精确定位 步进电机 同步带 细分驱动
1前言
数控技术是用数字信息对机械运动和工作过程进行控制的技术,以数控技术为代表的新技术对传统制造业和新兴产业的渗透形成数字化装备,随着数控制术的发展和应用领域的扩大,他对轻工、医疗等的发展起着越来越重要的作用。基于我国目前在服装、鞋帽领域多采用手工画、剪样版的前提,我提出了关于数控切绘机的初步构想。
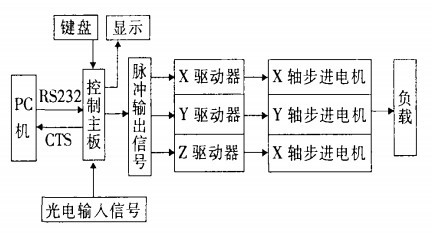
2数控切绘机的切、绘功能将需要扩缩、设计的服装、鞋帽的样版经计算机处理后,转换成准确的数据输入到数控切绘机上,完成刀(笔)在X、Y、Z三个方向的运动,达到实现切(绘)纸板、塑料板,最终形成所需样版的目的。设定的系统图
如下:
3切绘机运动方案的构想
(1)机头在X方向的运动。脉冲信号通过X驱动器输入到X轴步进电机,电机主轴的运动通过锥齿轮箱减速、换向后,从箱的两端出轴带动两组同步带轮转动,而X方向直线导轨上的滑块与同步带固定相联,因此同步带可带动滑块在X方向自由滑动。如图(1)所示。
(2)与X方向运动相似,Y轴步进电机主轴通过锥齿轮箱减速、换向后,从箱的一端出轴带动同步带轮转动,Y向直线导轨上的滑块与同步带固定相联,同步带可带动滑块作Y方向的自由滑动,如图(2)所示:只需将装有Y方向传动部件的支架安装在作X方向滑动的滑块上,而机头与Y方向滑动的滑块相联,机头即可实现X、Y方向的运动。
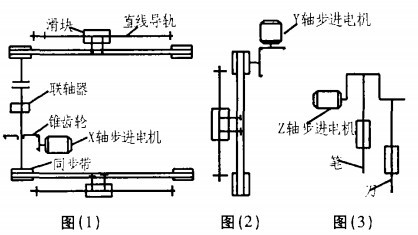
(3)如图(3)所示:Z轴步进电机主轴带动一曲轴双连杆机构运动,而与连杆相联的带有刀、笔夹的双滑块则可在机头中上、下滑动,从而实现Z方向的运动,完成切、绘功能。
4数控切绘机能平稳运行,精确定位的方法
4.1选用合适的步进电机及细分驱动
(1)步进电机作为一种控制用的特种电机,因为它的旋转是以步距角一步一步运行的,没有积累误差,它的运行需要步进电机驱动器驱动,驱动器把控制系统发出的脉冲信号转化为步进电机的角位移,因此控制步进脉冲信号频率,可对电机精确调速,控制步进脉冲的个数可对电机精确定位。根据切绘机的机械结构、负荷转矩、负荷惯量、启动转矩、必须转矩等初步选定步进电机。例:该机X、Y方向可选用步距角为1.8度、相电流为3A、最大转矩为1.2Nm的23HS3o02型电机,与该电机配套的驱动器型号为SH一2H057M,其细分值有2、5、10、20、40档。Z轴方向可选用步距角为1.8度、相电流为1.7A、最大转矩为0.88Nm的23HS2oo3型电机,与该电机配套的驱动器型号为SH一2H042M,其细分值有2、5、10、20、40档。
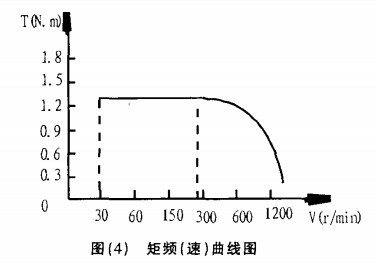
(2)选用合适的细分值。电机选定后,其矩频(速)曲线图也可知。例23HS3002型电机的矩频(速)曲线图如图4所示:由图可知,电机的转速在30~280r/rain的范围时,输出转矩大而平稳。如果用户给出的要求是:切绘速度为200mm/s,精度为0.125mm/步,即要求电机速度为16000步/s,而实际选用的是步距角为1.8度一~I1200步/r的电机,则电机转因此必须采用合适的细分驱动,若选定2O细分,细分步距角为l_8度/20=0.09度~p4000步/r,根据客户16000步/s的要求,电机转速为4r/s(240r/min),在平稳运行的范围内。
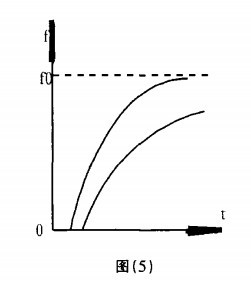
4.2在控制软件中步进电机的升降速设计步进电机的控制很简单,从理论上说只需给驱动器脉冲信号即可,每给驱动器一个CP脉冲,步进电机就旋转一个步距角(细分步距角),但实际上若CP信号变化太快,步进电机由于惯性将跟不上电信号的变化,这时就会产生堵转和丢步现象。所以步进电机在启动时必须有升速过程,在停止时必须有降速过程,升、降速度曲线一般为指数曲线,如图5所示:以升速为例,降速与其相同。升降速的设计能使电机运行平稳,定位精确。
4.3机械传动件方面
(1)减速装置:要求切绘机切绘速度较大时,电机转速高会导致机械传递运动过程中出现不稳定且噪音大的现象,可考虑采用减速装置,又由于步进电机步距角为1.8度(1度/细分数),因此可选用降速比为1.8倍或是1.8的整数倍的锥齿轮传动。
(2)选用合适的同步带、带轮及导轨:同步带是靠胶带齿与带轮的齿槽相啮合传动的,其特点是:传动准确、平稳、噪音小,因此可根据X、Y方向的行程及各自的精度要求选择合适的同步带及带轮。导轨可采用滚动直线导轨它的差动滑动量小、具有自调整性、装机简单、额定负载大、传递运动准确、可靠。另外,由于采用同步带传动,还必须设计调整方便、工作可靠的张紧装置。
4.4齿隙补偿
由于该数控切绘机是采用开环控制系统,因此胶带齿与带轮的齿槽间的间隙将引起加工误差。为了进一步提高精度,可在计算机中设定“间隙补偿”(或称“齿隙补偿”)装置。间隙补偿原理如下:每当负载改变移动方向时,先走一步,再停止插补运算,外加几个脉冲给步进电机,使驱动系统移动一段距离克服间隙(此时工作机头不动),然后再开始插补运算,工作机头移动进行切、绘工作。
希望这篇《数控切绘机的初步设想》,能对致力于研究、开发服装、鞋帽业自动化设备的人员有所帮助。
参考文献:
1.辛一行主编.机械设备设计手册(1).机械工业出版社
2.谭建成主编.电机控制集成电路.机械工业出版社
3.三相混合式步进电机及驱动器说明书.北京斯达特机电科技发展有限公司
由www.gaigi.com.cn盖奇同步带轮公司提供同步带、带轮技术

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号