产品搜索
当前位置:首页->瓦楞纸板印刷机组印刷版辊轴向调节控制
【申请号:201210584403.6;申请人:株洲三新包装技术有限公司;发明人:李平】
本发明提供了一种瓦楞纸板印刷机组印刷版辊轴向调节控制系统,印刷版辊设置在动力侧机械墙板和操作侧机械墙板之间,所述印刷版辊轴端伸出所述操作侧机械墙板与机械减速机构传动连接,所述机械减速机构与电机传动连接,所述电机与可逆接触器连接;其特征在于:所述印刷版辊轴端设置有双同步带轮,所述双同步带轮分别与旋转编码器和机械传动限位系统联接。本发明在瓦楞纸板印刷机组现有的印刷版辊轴向调节电气控制的基础上,进一步设置机械轴向限位系统,在设备轴向位置发生允许范围外的变化时,可在机械限位系统的作用下自行停机,确保设备安全。
1 .一种瓦楞纸板印刷机组印刷版辊轴向调节控制系统,印刷版辊( 20 )设置在动力侧机械墙板( 21 )和操作侧机械墙板( 19 )之间,所述印刷版辊( 20 )轴端伸出所述操作侧机械墙板( 19 )与机械减速机构( 9 )传动连接,所述机械减速机构( 9 )与电机( 8 )传动连接,所述电机( 8 )与接触器连接;其特征在于:所述印刷版辊( 20 )轴端设置有双同步带轮( 17 ) , 所述接触器为可逆接触器( 7 ) ,所述双同步带轮( 17 )分别与旋转编码器( 5 )和机械传动限位系统联接。
2 .根据权利要求 1 所述的瓦楞纸板印刷机组印刷版辊轴向调节控制系统,其特征在于:所述的机械传动限位系统包括:所述机械减速机构( 9 )的输出端设置有减速机构齿轮( 11 )、与双同步带轮( 17 )皮带传动联接的减速机构同步带轮( 10 ) ,所述减速机构齿轮( 11 )与凸轮传动齿轮( 12 )啮合,所述凸轮传动齿轮( 12 )带动与其同步旋转的操作侧限位凸轮( 13 )和动力侧限位凸轮( 14 ) ,所述操作侧限位凸轮( 13 )和动力侧限位凸轮( 14 )分别与操作侧极限限位开关( 15 )触头和动力侧极限限位开关( 16 )触头邻近设置,所述操作侧极限限位开关( 15 )和所述动力侧极限限位开关( 16 )控制所述印刷版辊( 20 )的在安全范围内移动。
3 .根据权利要求 2 所述的瓦楞纸板印刷机组印刷版辊轴向调节控制系统,其特征在于:所述操作侧限位凸轮( 13 )与所述操作侧极限限位开关( 15 )触头的轴向间隙、所述动力侧限位凸轮( 14 )与所述动力侧极限限位开关( 16 )触头的轴向间隙分别满足设计需要。
4 .根据权利要求 3 所述的瓦楞纸板印刷机组印刷版辊轴向调节控制系统,其特征在于:所述操作侧限位凸轮( 13 )在设定位置接触到所述操作侧极限限位开关( 15 )触头,所述动力侧限位凸轮( 14 )在设定位置接触到所述动力侧极限限位开关( 16 )触头。
5 .根据权利要求 3 所述的瓦楞纸板印刷机组印刷版辊轴向调节控制系统,其特点在于:所述操作侧极限限位开关( 15 )和所述动力侧极限限位开关( 16 )与所述可逆接触器 ( 7 )连接,所述操作侧极限限位开关 15 和所述动力侧极限限位开关 16 的常闭触点串联于所述可逆接触器 7 的线圈控制回路中;所述可逆接触器( 7 )通过输出模块( 4 )与 PLC ( 2 )连接,所述旋转编码器( 5 )通过高速计数模块( 3 )与所述 PLC ( 2 )连接,所述 PLC ( 2 )与人机界面( 1 )连接。
6 .根据权利要求 1 所述的瓦楞纸板印刷机组印刷版辊轴向调节控制系统,其特点在于:所述旋转编码器( 5 )为绝对式编码器。
7 .根据权利要求 3 所述的瓦楞纸板印刷机组印刷版辊轴向调节控制系统,其特点在于:所述凸轮传动齿轮( 12 )带动与其同步旋转的操作侧限位凸轮( 13 )和动力侧限位凸轮( 14 )的方式是:所述凸轮传动齿轮( 12 )驱动蜗杆,所述操作侧限位凸轮( 13 )和动力侧限位凸轮( 14 )设置有与所述蜗杆啮合的轮齿,所述蜗杆驱动对称设置的操作侧限位凸轮 ( 13 )和动力侧限位凸轮( 14 )同步旋转。
技术领域
本发明属于瓦楞纸板印刷机械技术领域,特别涉及一种印刷机印刷版辊轴向调节控制系统。
背景技术
随着瓦楞纸板印刷机技术的发展,伺服传动高精度瓦楞纸板印刷机大量应用,多色套印技术更加成熟。现有技术中的瓦楞纸板水印机使用的是柔性印版,其印版对中挂在印刷版辊上,由于挂版操作时的误差以及印版自身的特点,新的印版挂好以后,首先要在走纸板的状态下进行纵向和横向的套准,纵向套准通过调整伺服电机的相位完成,横向套准由印刷版辊轴向调节控制系统完成;因此印刷版辊轴向的窜动调节控制既对印刷套印精度有重要影响,又影响设备的安全性能,是在设备使用过程中应重点监控的参数。
目前印刷版辊轴向的窜动调节控制方式主要是采用设置于印刷版辊轴丝杆端部的带轮与编码器同步带轮联接,由编码器采集数据供主机的 PLC 进行控制,实现轴向限位。这种纯程序控制的数字限位方法在非正常情况下容易发生设备安全事故,如编码器故障或高速计数系统受到干扰,致使传送给 PLC 的数据与版辊的实际轴向位移量不一致,均会导致设备安全事故,应对轴向限位系统进行强化控制。
发明内容
本发明的目的是提供一种印刷机组印刷版辊轴向调节控制系统,它可解决印刷机组印刷版辊轴向窜动的控制问题,保证设备安全,并提高套印精度和效率。
本发明所采用的技术方案是:一种瓦楞纸板印刷机组印刷版辊轴向调节控制系统,印刷版辊 20 设置在动力侧机械墙板 21 和操作侧机械墙板 19 之间,所述印刷版辊 20 轴端伸出所述操作侧机械墙板 19 与机械减速机构 9 传动连接,所述机械减速机构 9 与电机 8 传动连接,所述电机 8 与接触器连接;其特征在于:所述印刷版辊 20 轴端设置有双同步带轮 17 ,所述接触器为可逆接触器 7 , 为所述双同步带轮 17 分别与旋转编码器 5 和机械传动限位系统联接。
作为对本发明的进一步改进,所述的机械传动限位系统包括:所述机械减速机构 9 的输出端设置有减速机构齿轮 11 、与双同步带轮 17 皮带传动联接的减速机构同步带轮 10 ,所述减速机构齿轮 H 与凸轮传动齿轮 12 啮合,所述凸轮传动齿轮 12 带动与其同步旋转的操作侧限位凸轮 13 和动力侧限位凸轮 14 ;所述操作侧限位凸轮 13 和动力侧限位凸轮 14 分别与操作侧极限限位开关 15 触头和动力侧极限限位开关 16 触头邻近设置,所述操作侧极限限位开关 15 和所述动力侧极限限位开关 16 控制所述印刷版辊 20 的在安全范围内移动。
作为对本发明的进一步改进,所述操作侧限位凸轮 13 与所述操作侧极限限位开关 15 触头的轴向间隙、所述动力侧限位凸轮 14 与所述动力侧极限限位开关 16 触头的轴向间隙分别满足设计需要。
作为对本发明的进一步改进,所述操作侧限位凸轮 13 在设定位置接触到所述操作侧极限限位开关 15 触头,所述动力侧限位凸轮 14 在设定位置接触到所述动力侧极限限位开关 16 触头。
作为对本发明的进一步改进,所述操作侧极限限位开关 15 和所述动力侧极限限位开关 16 与所述可逆接触器 7 连接,所述操作侧极限限位开关 15 和所述动力侧极限限位开关 16 的常闭触点串联于所述可逆接触器 7 的线圈控制回路中;所述可逆接触器 7 通过输出模块 4 与 PLCZ 连接,所述旋转编码器 5 通过高速计数模块 3 与所述 PLCZ 连接,所述 PLCZ 与人机界面 1 连接。
作为对本发明的进一步改进,所述旋转编码器 5 为绝对式编码器。
作为对本发明的进一步改进,所述凸轮传动齿轮 12 带动与其同步旋转的操作侧限位凸轮 13 和动力侧限位凸轮 14 的方式是:所述凸轮传动齿轮 12 驱动蜗杆,所述操作侧限位凸轮 13 和动力侧限位凸轮 14 设置有与蜗杆啮合的轮齿,蜗杆驱动对称设置的操作侧限位凸轮 13 和动力侧限位凸轮 14 同步旋转,本发明的有益效果是:本发明在瓦楞纸板印刷机组印刷版辊轴向调节纯程序控制数字限位方法的基础上,进一步设置机械轴向限位系统,可在印刷版辊轴向位置超出程序控制数字限位允许范围外的变化、或出现其他非正常状态时,由机械限位系统将瓦楞纸板印刷机组的版辊轴向移动自行停止,使设备受到包括纯程序控制数字限位保护、机械限位保护的双重极限限位保护,确保设备安全。并进一步地方便进行瓦楞纸板印刷机更换印版时的套版作业,提高了套版精度和效率,降低了废品率,使设备运行更加安全,自动化控制手段更强,操作简化。
附图说明
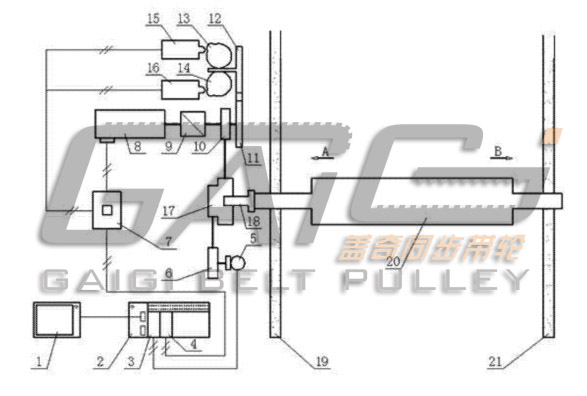
图 1 为本发明的印刷版辊轴向调节控制系统的连接结构示意图。
图中, 1 .人机界面, 2 . PLC , 3 .高速计数模块, 4 .输出模块, 5 .旋转编码器, 6 .编码器同步带轮, 7 .可逆接触器, 8 .电机, 9 .机械减速机构, 10 .减速机构同步带轮, H .减速机构齿轮, 12 .凸轮传动齿轮, 13 .操作侧限位凸轮, 14 .动力侧限位凸轮, 15 .操作侧极限位开关, 16 .动力侧极限位开关, 17 .双同步带轮, 18 .丝杆, 19 .操作侧机械墙板, 20 .印刷版辊, 21 .动力侧机械墙板。
箭头 A 所指示的方向为向操作侧移动。
箭头 B 所指示的方向为向动力侧移动。
具体实施方式
为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
本发明的瓦楞纸板印刷机组印刷版辊轴向调节控制系统,如图 1 所示,印刷版辊 20 设置在动力侧机械墙板 21 和操作侧机械墙板 19 之间,所述印刷版辊 20 轴端伸出所述操作侧机械墙板 19 与机械减速机构 9 传动连接,所述机械减速机构 9 分别与电机 8 和减速机构同步带轮 10 传动连接,所述电机 8 与可逆接触器 7 连接,所述减速机构同步带轮 10 与双同步带轮 17 传动连接,所述双同步带轮 17 与丝杆 18 机械连接,所述丝杆 18 与印刷版辊20 伸出操作侧机械墙板 19 的轴端机械连接,所述双同步带轮 17 转动致使丝杆 18 转动,所述丝杆 18 的转动拉动印刷版辊 20 运动;因此,可逆接触器 7 通过电机 8 和丝杆 18 控制了印刷版辊 20 移动。所述印刷版辊 20 轴端设置有双同步带轮 17 ,所述双同步带轮 17 分别与旋转编码器 5 和机械传动限位系统联接。
所述的机械传动限位系统包括:所述双同步带轮 17 与机械减速机构 9 输出端传动连接,所述机械减速机构 9 的输出端设置有减速机构同步带轮 10 和减速机构齿轮 11 ,所述减速机构齿轮 H 与凸轮传动齿轮 12 啮合,所述凸轮传动齿轮 12 驱动蜗杆,所述操作侧限位凸轮 13 和动力侧限位凸轮 14 设置有与蜗杆啮合的轮齿,蜗杆驱动对称设置的操作侧限位凸轮 13 和动力侧限位凸轮 14 同步旋转,所述操作侧限位凸轮 13 和动力侧限位凸轮 14 分别与操作侧极限限位开关 15 和动力侧极限限位开关 16 邻近设置,所述操作侧限位凸轮 13 与操作侧极限限位开关 15 触头的轴向间隙、所述动力侧限位凸轮 14 与动力侧极限限位开关 16 触头的轴向间隙满足设计需要,进行限位。
上述传动机械的的工作过程是:电机 8 带动机械减速机构 9 ,机械减速机构 9 的输出端的减速机构同步带轮 10 带动双同步带轮 17 ,双同步带轮 17 带动旋转编码器 5 ,同时,机械减速机构 9 的输出端的减速机构齿轮 H 与凸轮传动齿轮 12 啮合,凸轮传动齿轮 12 通过蜗杆带动操作侧限位凸轮 13 和动力侧限位凸轮 14 同步转动,即凸轮传动齿轮 12 驱动蜗杆,操作侧限位凸轮 13 和动力侧限位凸轮 14 设置有与蜗杆啮合的轮齿,蜗杆驱动对称设置的操作侧限位凸轮 13 和动力侧限位凸轮 14 同步旋转,因此,操作侧限位凸轮 13 和动力侧限位凸轮 14 就能随着电机 8 的正反旋转做圆周运动,同时,原有的编码器 5 也能同时起作用。
本发明中,其限位机构并非直接设置在印刷版辊 20 上,却较方便地对旋转过程中移动的印刷版辊 20 进行极限限位保护,且实现了一套装置对印刷版辊 20 正反两个方向限位,结构简单,安全可靠。
在正常工作状态下,操作侧限位凸轮 13 与操作侧极限限位开关 15 触头,动力侧限位凸轮 14 与动力侧极限限位开关 16 触头均不会接触,而一旦印刷版辊的轴向位置发生非正常轴向窜动,操作侧限位凸轮 13 就会在设定位置接触到所述操作侧极限限位开关 15 触头,所述动力侧限位凸轮 14 在设定位置接触到所述动力侧极限限位开关 16 触头。
本实施例中,所述操作侧极限限位开关 15 和所述动力侧极限限位开关 16 的常闭触点直接串联于可逆接触器 7 的线圈控制回路中,正常情况下上述二开关不会动作,而当旋转编码器 5 受到干扰或损坏,传送给 PLCZ 的数据跳动,印刷版辊 20 的移动位置超出安全数字限位范围时,上述两开关可及时切断可逆接触器 7 线圈控制回路,即使 PLCZ 的输出模块 4 还有输出,印刷版辊 20 也会立即停止移动,确保设备安全。
所述旋转编码器 5 通过高速计数模块 3 与所述 PLCZ 连接,所述旋转编码器 5 根据电机转动的圈数转换成数字脉冲传送给高速计数模块 3 ,本实施例中,所述旋转编码器 5 为高分辨率的绝对式编码器,有利于系统实现高精度的套准。
所述 PLCZ 用于完成印刷版辊 20 轴向调节控制系统的逻辑运算和数据处理。具体是, PLCZ 的输出模块 4 的输出点与极限限位开关的常闭触点和可逆接触器 7 的线圈串联连接, PLCZ 根据人机界面 1 操作侧和动力侧移动按钮发送的指令以及设定的位移数据,经PLCZ 的 CPU 处理由输出模块 4 的输出点控制可逆接触器 7 的吸合,从而控制印刷版辊 20 的位移。
所述 PLCZ 在机械允许的范围内设置有数字极限限位,为了防止由旋转编码器 5 故障或干扰等不确定因素造成的机械损坏,增加了机械传动限位系统作为数字限位的加强极限限位保护,在机械允许的范围内把机械传动限位数值设定得比数字限位约大一些,增强了先数字限位后机械限位的双重极限限位保护,使设备运行更加安全。
本实施例中,所述人机界面 1 与 PLcZ 连接,实现人机互动,可通过人机界面 1 实现人与系统交换信息,本实施例中,所述人机界面 1 上设有操作侧和动力侧移动按钮,印刷版辊 20 位移量显示,系统状态显示,数字限位报警等,并且和 PLCZ 一起能以印刷版辊 20 中心线为零位,实现印刷版辊 20 位移清零。
本实施例中,系统还设置了自动和手动两种调整工作方式,自动调整方式是在触摸屏上输入目标移动位置,系统自动完成,手动调整方式是手按就动,手松就停,有了这两种调整方式,大大缩短了套准时间,提高了工作效率。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号