【申请号:201410639713.2;申请人:贵州黔南科技塑业有限公司;发明人:孔凡荣、李志明】
一种机械振动磨擦生热式塑料管热熔焊接设备
摘要:
本发明公开了一种机械振动磨擦生热式塑料管热熔焊接设备,主要由驱动机构、磨擦机构及动力专递机构组成,所述驱动机构包括马达及安装在马达输出端的主动同步轮;所述磨擦机构包括导向块、齿条滑块及组合夹具,所述齿轮滑块安装在导向块内,所述组合夹具通过铰接支座安装在导向块上,所述动力专递机构包括连杆、偏心轴及安装在偏心轴上的从动同步轮,其中连杆的一端与偏心轴相连,另一端与齿条滑块相连,所述从动同步轮通过同步带与主动同步轮相连;本发明通过采用磨擦生热对等径管件端面进行热熔焊接,降低了采用热熔焊接的使用成本;同时不需要进行任何破口处理,工艺简单,操作方便,焊缝比较小,大大提高了产品的熔接质量。
要求:
1 一种机械振动磨擦生热式塑料管热熔焊接设备,其特征在于:主要由驱动机构、磨擦机构及动力专递机构组成,所述驱动机构包括马达( 1 )及安装在马达( 1 )输出端的主动同步轮( 2 ) ;所述磨擦机构包括导向块( 14 )、齿条滑块( 12 )及组合夹具,所述齿轮滑块 ( 12 )安装在导向块( 14 )内,所述组合夹具通过铰接支座( 15 )安装在导向块( 14 )上,所述动力专递机构包括连杆( 8 )、偏心轴( 6 )及安装在偏心轴( 6 )上的从动同步轮( 4 ) ,其中连杆( 8 )的一端与偏心轴( 6 )相连,另一端与齿条滑块( 12 )相连,所述从动同步轮( 4 )通过同步带( 3 )与主动同步轮( 2 )相连。
2 .根据权利要求 1 所述的一种机械振动磨擦生热式塑料管热熔焊接设备,其特征在于:所述主动同步轮( 2 )的齿数大于从动同步轮( 4 )的齿数。
3 .根据权利要求 1 所述的一种机械振动磨擦生热式塑料管热熔焊接设备,其特征在于:所述组合夹具由夹具下盖( 13 )和夹具上盖( 17 )组成,其中,夹具下盖( 13 )安装在铰接支座( 15 )上,夹具上盖( 17 )置于夹具下盖( 13 )上方,且夹具下盖( 13 )与夹具上盖( 17 )闭合后形成一个能容纳管件的型腔,在夹具下盖( 13 )的圆弧面上还设置有与齿条滑块( 12 ) 啮合的齿形。
4 .根据权利要求 3 所述的一种机械振动磨擦生热式塑料管热熔焊接设备,其特征在于:所述夹具上盖( 17 )的一端通过铰接销( 16 )与夹具下盖( 13 )铰接,另一段通过螺栓与夹具下盖( 13 )固定连接。
5 .根据权利要求 1 所述的一种机械振动磨擦生热式塑料管热熔焊接设备,其特征在于:所述动力专递机构还包括轴承座( 5 ) ,所述偏心轴( 6 )通过轴承安装在轴承座( 5 )上。
6 .根据权利要求 1 所述的一种机械振动磨擦生热式塑料管热熔焊接设备,其特征在于:所述偏心轴( 6 )上远离从动同步轮( 4 )一端套装有连杆座( 7 ) ,且连杆座 7 通过连杆销 A ( 9 )与连杆( 8 )铰接。
7 .根据权利要求 6 所述的一种机械振动磨擦生热式塑料管热熔焊接设备,其特征在于:所述连杆座( 7 )在偏心轴( 6 )的安装中心与连杆销 A ( 9 )在连杆座( 7 )上的铰接中心不同心。
8 .根据权利要求 3 所述的一种机械振动磨擦生热式塑料管热熔焊接设备,其特征在于:所述夹具下盖( 13 )圆弧面上的齿形模数为 1 。
技术领域
本发明属于塑料管焊接技术领域,涉及一种熔接设备,尤其是涉及一种机械振动磨擦生热式塑料管热熔焊接设备。
背景技术
塑料管一般是以塑料树脂为原料、加入稳定剂、润滑剂等,以注塑的方法在制管机内经挤压加工而成。由于它具有质轻、耐腐蚀、外形美观、无不良气味、加工容易、施工方便等特点,因此在建筑工程中得到了广泛应用。随着塑料管的广泛应用,作为塑料管比不可少的连接部件也得到了迅速发展,其中塑料管接头尤为突出,其产品种类繁多,但现有的塑料管接头由于与被连接件的不一样,因此在制造过程中存在材料用量大,加工成本高,从而使得销售价格较高,进而影响产品销量。为了满足广大消费者的须求,目前市面上出现了各种各样的等径塑料管系列产品。这类等径塑料管产品在生产时,其必不可少的工艺步骤是将两个管径相同的塑料管连接在一起,为了满足这一生产要求,目前出现了许多焊接塑料管焊接设备。
例如,公开号为 CN 203847824U 的中国专利公开了一种连续焊接连续敷设的塑料管道移动焊接车,包括履带底盘和底盘平台,在底盘平台的一侧上安装有发动机组、回转吊机、液压站和操作控制台,回转吊机固定在底盘平台上,在底盘平台的另一侧设有用于塑料管道焊接的热熔焊机,热熔焊机固定在底盘平台上。该技术方案可以一边将塑料管道焊接成长管道,一边将管道敷设到沟下,减少施工设备、降低施工成本。但是由于还焊接车在焊接时是通过热熔焊机将两根管焊接成一根长管,在塑料管焊接端需做破口处理后进行电加热对焊焊接,焊机工艺复杂,而且使用热熔焊接增加了焊接成本;通过该焊接车体积大,结构笨重,只适用于塑料管道的连接与敷设,不适用于等径塑料管件焊接。
发明内容
为解决上述问题,本发明提供了一种机械振动磨擦生热式塑料管热熔焊接设备。
本发明是通过如下技术方案予以实现的。
一种机械振动磨擦生热式塑料管热熔焊接设备,主要由驱动机构、磨擦机构及动力专递机构组成,所述驱动机构包括马达及安装在马达输出端的主动同步轮;所述磨擦机构包括导向块、齿条滑块及组合夹具,所述齿轮滑块安装在导向块内,所述组合夹具通过铰接支座安装在导向块上,所述动力专递机构包括连杆、偏心轴及安装在偏心轴上的从动同步轮,其中连杆的一端与偏心轴相连,另一端与齿条滑块相连,所述从动同步轮通过同步带与主动同步轮相连。
所述主动同步轮的齿数大于从动同步轮的齿数。这样可以通过两同步轮的齿数差而提升转速。
所述组合夹具由夹具下盖和夹具上盖组成,其中,夹具下盖安装在铰接支座上,夹具上盖置于夹具下盖上方,且夹具下盖与夹具上盖闭合后形成一个能容纳管件的型腔,在夹具下盖的圆弧面上还设置有与齿条滑块啮合的齿形。
所述夹具上盖的一端通过铰接销与夹具下盖铰接,另一段通过螺栓与夹具下盖固定连接。
所述动力专递机构还包括轴承座,所述偏心轴通过轴承安装在轴承座上。
所述偏心轴上远离从动同步轮一端套装有连杆座,且连杆座通过连杆销 A 与连杆铰接。
所述连杆座 7 在偏心轴的安装中心与连杆销 A 在连杆座上的铰接中心不同心。
所述夹具下盖圆弧面上的齿形模数为 1 。
本发明的有益效果是:
与现有技术相比,本发明通过采用磨擦生热对等径管件端面进行热熔焊接,降低了采用热熔焊接的使用成本;由于是端面直接对接,不需要进行任何破口处理,工艺简单,同时焊缝比较小,几乎看不见,大大提高了产品的熔接质量;本发明结构紧凑,机型小巧,便于室内外工作环境,操作简单、方便,效率高,工作劳动强度小,可在等径塑料管热熔焊接技术领域广泛推广应用。
附图说明
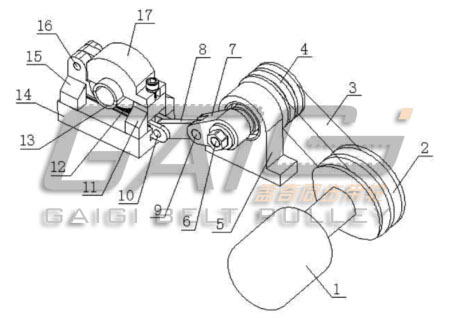
图 1 为本发明的结构示意图。
图中: 1 一马达, 2 一主动同步轮, 3 一同步带, 4 一从动同步轮, 5 一轴承座, 6 一偏心轴, 7 一连杆座, 8 一连杆, 9 一连杆销 A , 10 一连杆销 B , 11 一固定支座, 12 一齿条滑块, 13 一夹具下盖, 14 一夹具下盖, 15 一铰接支座, 16 一铰接销, 17 一夹具上盖。
具体实施方式
下面结合附图进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
如图 1 所示,本发明所述的一种机械振动磨擦生热式塑料管热熔焊接设备,主要由驱动机构、磨擦机构及动力专递机构组成,所述驱动机构包括马达 1 及安装在马达 1 输出端的主动同步轮 2 ;所述磨擦机构包括导向块 14 、齿条滑块 12 及组合夹具,所述齿轮滑块 12 安装在导向块 14 内,所述组合夹具通过铰接支座 15 安装在导向块 14 上,所述动力专递机构包括连杆 8 、偏心轴 6 及安装在偏心轴 6 上的从动同步轮 4 ,其中连杆 8 的一端与偏心轴 6 相连,另一端与齿条滑块 12 相连,所述从动同步轮 4 通过同步带 3 与主动同步轮 2 相连。
所述主动同步轮 2 的齿数大于从动同步轮 4 的齿数。这样可以通过两同步轮的齿数差而提升转速。
所述组合夹具由夹具下盖 13 和夹具上盖 17 组成,其中,夹具下盖 13 安装在铰接支座 15 上,夹具上盖 17 置于夹具下盖 13 上方,且夹具下盖 13 与夹具上盖 17 闭合后形成一个能容纳管件的型腔,型腔的直径大于待熔接管件直径,且预留有 0 . 3ITlln 的装配间隙,在夹具下盖 13 的圆弧面上还设置有与齿条滑块 12 啮合的齿形。采用本技术方案,在工作时,之间将待熔接管件插入夹具上盖 17 和夹具下盖 13 形成的型腔中,通过动力传递装置带动齿条滑块 12 运动,齿条滑块 12 和夹具下盖 13 啮合,并带动夹具下盖 13 一起作正反向、小角度、往复高速的转动,使管套的轴向内壁与插入管套内的两根管材或管件之间产生磨擦,同时通过管材或管件向夹具方向施加一定压力,使接触面产生磨擦热、高温熔化,从而实现管件的热熔焊接。 [ 0 022 ]所述夹具上盖 17 的一端通过铰接销 16 与夹具下盖 13 铰接,另一段通过螺栓与夹具下盖 13 固定连接。这样,在工作时,可直接在待熔接管件放入组合夹具中,然后通过旋转夹具上盖 17 将其锁紧,在热熔焊接结束后,直接松开固定螺栓,将夹具上盖 17 打开即可取出管件。
所述动力专递机构还包括轴承座 5 ,所述偏心轴 6 通过轴承安装在轴承座 5 上。在工作时,通过同步带 3 带动偏心轴 6 在轴承座 5 内做选转运动。
所述偏心轴 6 上远离从动同步轮 4 一端套装有连杆座 7 ,且连杆座 7 通过连杆销 Ag 与连杆 8 铰接。从而实现将偏心轴 6 的旋转运动转换为齿条滑块 12 的往复直线运动。
所述连杆座 7 在偏心轴 6 的安装中心与连杆销 A9 在连杆座 7 上的铰接中心不同心。这样可以实现连杆 8 的偏心转动,当上下转动连杆 8 时就能达到磨擦机构的锁紧和松开的工作目的。
上述导向块 14 为 T 形槽导向块结构,即在导向块 14 上设置有 T 形槽,齿条滑块 12 安装在 T 形槽内,通过 T 形槽结构,可保证齿条滑块 12 在 T 形槽内做线性运动,安全可靠。
所述夹具下盖 13 圆弧面上的齿形模数为 1 。通过多次实验证明,采用模数为 1 的齿能到达较好的磨擦生热效果,熔接效率高。
如图 1 所示,本发明的工作原理是:在热熔焊接时,马达 1 带动主动同步轮 2 转动,通过同步带 3 带动从动同步轮 4 转动,并由于两同步轮的齿数差而提升转速,其动力传递给与从动同步轮 4 同轴的偏心轴 6 ,偏心轴 6 通过连杆座 7 与连杆 8 一端连接,连杆 8 的另一端与齿条滑块 12 连接,在工作时,连杆 8 将偏心轴 6 的高速转动转换为齿条滑块 12 作往复直线运动,齿条滑块 12 再将动力传递给夹具下盖 13 ,组合夹具中的夹具上盖 17 和夹具下盖 13 装配在一起,从而使得组合夹具中的管套以其轴心为基准点,作正反向、小角度、往复高速的转动,使管套的轴向内壁与插入管套内的两根管材或管件之间(两根管材或管件的另一端分别被夹持在组合夹具上)产生磨擦,同时通过管材或管件向管套方向施加一定压力,使接触面产生磨擦热、高温熔化,当管材或管件达到预期熔融状态后,使管套的运动停止(马达停止转动),呈熔融状态的管材或管件冷却、凝固为一体,成为永久性结合为一体的管材或管件。

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号