产品搜索
当前位置:首页->一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量
一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置
摘要:
一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置,是控制板、步进电机驱动器、底架、直线导轨装置、连接板、微距激光测距传感器、反射式光电开关、滚珠丝杠装置、步进电机、编码器、同步带和上架组成的,其特征在于:滚珠丝杠装置、直线导轨装置分别对应安装在底架和上架上,连接板左端连接滚珠丝杠装置,右端连接直线导轨装置,微距激光测距传感器和反射式光电开关安装在连接板中段,步进电机安装在上架的中心部位,同步带连接在滚珠丝杠和步进电机上,步进电机驱动器固定在控制板的背面。该发明的有益之处是:该装置可以测量螺旋铣孔加工过程中立铣刀的变形量。
主权项:
一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置,是立杆Ⅰ、控制板、步进电机驱动器、底架、直线导轨装置、下行程限位开关、连接板、微距激光测距传感器、反射式光电开关、下端轴承、滚珠丝杠装置、步进电机、丝杠同步带轮、联轴器、编码器、编码器支架、同步带、立杆Ⅱ、电机同步带轮和上架组成的,其特征在于:滚珠丝杠装置的下端通过下端轴承安装在底架左下角的安装孔中,直线导轨装置的下端安装在底架的右下角安装孔中,立杆Ⅰ下端和立杆Ⅱ下端分别对应安装在底架的另外两个安装孔中,连接板左端连接滚珠丝杠装置,右端连接直线导轨装置,微距激光测距传感器安装在连接板中段下部,反射式光电开关安装在微距激光测距传感器上方的连接板上,反射式光电开关与微距激光测距传感器安装在垂直线上,滚珠丝杠装置的上端安装在上架的左下角安装孔中,直线导轨装置的上端安装在上架的右下方安装孔中,立杆Ⅰ上端和立杆Ⅱ上端分别对应安装在上架的另外两个安装孔中,丝杠同步带轮安装在滚珠丝杠装置上部,编码器通过联轴器与滚珠丝杠装置上端连接,编码器通过支架固定在上架上,步进电机安装在上架的中心部位,电机同步带轮安装在步进电机的输出轴上,同步带连接在丝杠同步带轮和电机同步带轮上,步进电机驱动器固定在控制板的背面,控制板固定在立杆Ⅰ和立杆Ⅱ上;所述的控制板是有ARM控制板、蓝牙传输模块、数码管模块和按键模块组成的,其特征在于:ARM控制板安装在控制板的右上部,数码管模块安装在控制板的左上部,按键模块安装在控制板的左下部,蓝牙传输模块安装在控制板的右下部;所述的滚珠丝杠装置是由滚珠丝杠、丝杠螺母和上端轴承组成的,其特征在于:上端轴承安装在滚珠丝杠的上部,丝杠螺母安装在滚珠丝杠上轴承的下部,滚珠丝杠的两端加工有螺纹;所述的直线导轨装置是由光杠和导向套筒组成的,其特征在于:光杠的两端是加工有螺纹的,导向套筒安装在光杠上。
要求:
1.一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置,是立杆Ⅰ、控制板、步进电机驱动器、底架、直线导轨装置、下行程限位开关、连接板、微距激光测距传感器、反射式光电开关、下端轴承、滚珠丝杠装置、步进电机、丝杠同步带轮、联轴器、编码器、编码器支架、同步带、立杆Ⅱ、电机同步带轮和上架组成的,其特征在于:滚珠丝杠装置的下端通过下端轴承安装在底架左下角的安装孔中,直线导轨装置的下端安装在底架的右下角安装孔中,立杆Ⅰ下端和立杆Ⅱ下端分别对应安装在底架的另外两个安装孔中,连接板左端连接滚珠丝杠装置,右端连接直线导轨装置,微距激光测距传感器安装在连接板中段下部,反射式光电开关安装在微距激光测距传感器上方的连接板上,反射式光电开关与微距激光测距传感器安装在垂直线上,滚珠丝杠装置的上端安装在上架的左下角安装孔中,直线导轨装置的上端安装在上架的右下方安装孔中,立杆Ⅰ上端和立杆Ⅱ上端分别对应安装在上架的另外两个安装孔中,丝杠同步带轮安装在滚珠丝杠装置上部,编码器通过联轴器与滚珠丝杠装置上端连接,编码器通过支架固定在上架上,步进电机安装在上架的中心部位,电机同步带轮安装在步进电机的输出轴上,同步带连接在丝杠同步带轮和电机同步带轮上,步进电机驱动器固定在控制板的背面,控制板固定在立杆Ⅰ和立杆Ⅱ上;
所述的控制板是有ARM控制板、蓝牙传输模块、数码管模块和按键模块组成的,其特征在于:ARM控制板安装在控制板的右上部,数码管模块安装在控制板的左上部,按键模块安装在控制板的左下部,蓝牙传输模块安装在控制板的右下部;
所述的滚珠丝杠装置是由滚珠丝杠、丝杠螺母和上端轴承组成的,其特征在于:上端轴承安装在滚珠丝杠的上部,丝杠螺母安装在滚珠丝杠上轴承的下部,滚珠丝杠的两端加工有螺纹;
所述的直线导轨装置是由光杠和导向套筒组成的,其特征在于:光杠的两端是加工有螺纹的,导向套筒安装在光杠上。
2.如权利要求1所述的一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置,其特征在于:所述的底架上加工有固定槽。
3.如权利要求1所述的一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置,其特征在于:所述的连接板的中部开有安装槽,两侧加工有安装孔。
4.如权利要求1所述的一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置,其特征在于:所述的反射式光电开关的反射距离是可以调节的。
一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置
技术领域
本发明涉及一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置,具体地说是应用随立铣刀Z向运动的微型激光测距传感器测量螺旋铣孔加工过程中整体立铣刀的变形量的装置,属于精密机械加工测量领域。
背景技术
螺旋铣孔加工过程中刀具的变形量是影响成孔直径和表面形貌的主要因素。而螺旋铣孔过程中,刀具相对工件是三维运动的,除了x方向和y方向运动,还有z方向的运动。常规的刀具变形量测量一般是把测量传感器固定在主轴外套上或者脱离机床本身固定。这种变形量测量方式在刀具只是二维的x和y方向运动,可以测量刀具某一固定高度的变形量。当刀具有z向运动时,这种方式所测量的刀具变形量就不是刀具同一高度或者同一点的变形量。
发明内容
针对上述的不足,本发明提供了一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置。
本发明是通过以下技术方案实现的:一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置,是立杆Ⅰ、控制板、步进电机驱动器、底架、直线导轨装置、下行程限位开关、连接板、微距激光测距传感器、反射式光电开关、下端轴承、滚珠丝杠装置、步进电机、丝杠同步带轮、联轴器、编码器、编码器支架、同步带、立杆Ⅱ、电机同步带轮和上架组成的,其特征在于:滚珠丝杠装置的下端通过下端轴承安装在底架左下角的安装孔中,直线导轨装置的下端安装在底架的右下角安装孔中,立杆Ⅰ下端和立杆Ⅱ下端分别对应安装在底架的另外两个安装孔中,连接板左端连接滚珠丝杠装置,右端连接直线导轨装置,微距激光测距传感器安装在连接板中段下部,反射式光电开关安装在微距激光测距传感器上方的连接板上,反射式光电开关与微距激光测距传感器安装在垂直线上,滚珠丝杠装置的上端安装在上架的左下角安装孔中,直线导轨装置的上端安装在上架的右下方安装孔中,立杆Ⅰ上端和立杆Ⅱ上端分别对应安装在上架的另外两个安装孔中,丝杠同步带轮安装在滚珠丝杠装置上部,编码器通过联轴器与滚珠丝杠装置上端连接,编码器通过支架固定在上架上,步进电机安装在上架的中心部位,电机同步带轮安装在步进电机的输出轴上,同步带连接在丝杠同步带轮和电机同步带轮上,步进电机驱动器固定在控制板的背面,控制板固定在立杆Ⅰ和立杆Ⅱ上。
所述的控制板是有ARM控制板、蓝牙传输模块、数码管模块和按键模块组成的,其特征在于:ARM控制板安装在控制板的右上部,数码管模块安装在控制板的左上部,按键模块安装在控制板的左下部,蓝牙传输模块安装在控制板的右下部。
所述的底架,其特征在于:底架上加工有固定槽。
所述的连接板,其特征在于:连接板的中部开有安装槽,连接板的两侧加工有安装孔。
所述的直线导轨装置是由光杠和导向套筒组成的,其特征在于:光杠的两端是加工有螺纹的,导向套筒安装在光杠上。
所述的反射式光电开关,其特征在于:反射式光电开关的反射距离是可以调节的。
所述的滚珠丝杠装置是由滚珠丝杠、丝杠螺母和上端轴承组成的,其特征在于:上端轴承安装在滚珠丝杠的上部,丝杠螺母安装在滚珠丝杠上轴承的下部,滚珠丝杠的两端加工有螺纹。
该发明的有益之处是,底架上的固定槽设计,方便把测量装置固定在机床工作台上;控制板上的数码管模块和按键模块的设计,方便根据螺旋铣孔Z向进给速度设定步进电机的控制参数;反射式光电开关的使用,可以保证刀具每绕孔中心轴旋转一周触发测量装置测量一次立铣刀的变形量;连接板上安装槽的设计可以调整反射式光电开关的上下位置;微距激光测距传感器在Z方向上保持与立铣刀的进给速度一直,保证测量刀具同一高度位置的变形量;蓝牙模块可以实现测量数据实时传输给计算机;下形成开关有助于测量装置的安全运行。
附图说明

附图1为本发明的结构示意图。
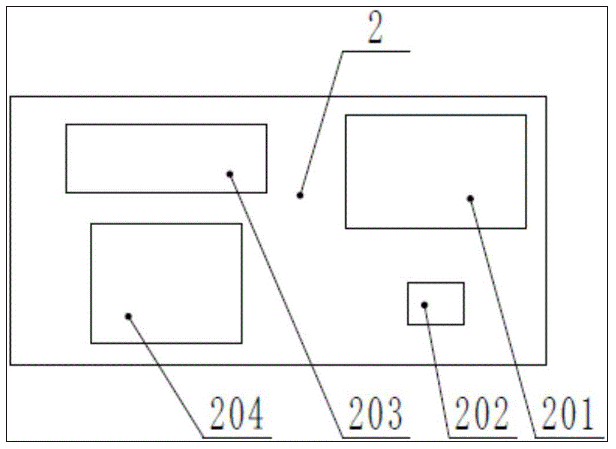
附图2为控制板示意图。
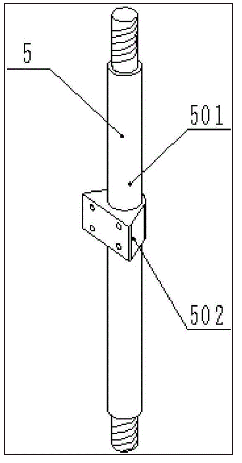
附图3为直线导轨示意图。
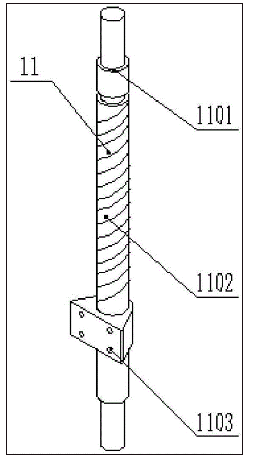
附图4为滚珠丝杠示意图。

附图5为连接板示意图。
图中,1、立杆Ⅰ,2、控制板,201、ARM控制板,202、蓝牙传输模块,203、数码管模块,204、按键模块,3、步进电机驱动器,4、底架,5、直线导轨装置,501、光杠,502、导向套筒,6、下行程限位开关,7、连接板,8、微距激光测距传感器,9、反射式光电开关,10、下端轴承,11、滚珠丝杠装置,1101,上端轴承,1102,滚珠丝杠,1103,丝杠螺母,12、步进电机,13、丝杠同步带轮,14、联轴器,15、编码器,16、编码器支架,17、同步带,18、立杆Ⅱ,19、电机同步带轮,20、上架。
具体实施方式
一种与加工刀具Z向随动的螺旋铣孔加工过程中立铣刀变形量的测量装置,是立杆Ⅰ1、控制板2、步进电机驱动器3、底架4、直线导轨装置5、下行程限位开关6、连接板7、微距激光测距传感器8、反射式光电开关9、下端轴承10、滚珠丝杠装置11、步进电机12、丝杠同步带轮13、联轴器14、编码器15、编码器支架16、同步带17、立杆Ⅱ18、电机同步带轮19和上架20组成的,其特征在于:滚珠丝杠装置11的下端通过下端轴承10安装在底架4左下角的安装孔中,直线导轨装置5的下端安装在底架4的右下角安装孔中,立杆Ⅰ1下端和立杆Ⅱ18下端分别对应安装在底架4的另外两个安装孔中,连接板7左端连接滚珠丝杠装置11,右端连接直线导轨装置5,微距激光测距传感器8安装在连接板7中段下部,反射式光电开关9安装在微距激光测距传感器8上方的连接板7上,反射式光电开关8与微距激光测距传感器7安装在垂直线上,滚珠丝杠装置11的上端安装在上架20的左下角安装孔中,直线导轨装置5的上端安装在上架20的右下方安装孔中,立杆Ⅰ1上端和立杆Ⅱ18上端分别对应安装在上架20的另外两个安装孔中,丝杠同步带轮13安装在滚珠丝杠装置11上部,编码器15通过联轴器14与滚珠丝杠装置11上端连接,编码器15通过支架16固定在上架20上,步进电机12安装在上架20的中心部位,电机同步带轮19安装在步进电机12的输出轴上,同步带17连接在丝杠同步带轮13和电机同步带轮19上,步进电机驱动器3固定在控制板2的背面,控制板2固定在立杆Ⅰ1和立杆Ⅱ18上。
所述的控制板2是有ARM控制板201、蓝牙传输模块202、数码管模块203和按键模块204组成的,其特征在于:ARM控制板201安装在控制板2的右上部,数码管模块203安装在控制板2的左上部,按键模块204安装在控制板2的左下部,蓝牙传输模块202安装在控制板2的右下部。
所述的底架4,其特征在于:底架4上加工有固定槽。
所述的连接板7,其特征在于:连接板7的中部开有安装槽,连接板7的两侧加工有安装孔。
所述的直线导轨装置5是由光杠501和导向套筒502组成的,其特征在于:光杠501的两端是加工有螺纹的,导向套筒502安装在光杠501上。
所述的反射式光电开关9,其特征在于:反射式光电开关9的反射距离是可以调节的。
所述的滚珠丝杠装置11是由滚珠丝杠1102、丝杠螺母1103和上端轴承2201组成的,其特征在于:上端轴承1101安装在滚珠丝杠1102的上部,丝杠螺母1103安装在滚珠丝杠1102上轴承1101的下部,滚珠丝杠1102的两端加工有螺纹。
当该装置工作时,把该装置的微距激光测距传感器8与加工刀具对正,调整反射式光电开关9的安装位置,然后设置反射式光电开关9的有效距离,利用压板和螺栓通过底架4的固定槽固定在机床的加工平台上,根据螺旋铣孔的加工刀具Z向的进给速度,通过控制板2上的按键装置204和数码管装置203设置滚珠丝杠1102的运行速度,实现微距激光测距传感器8与刀具的Z向同步运动,刀具每绕加工孔中心轴一圈触发一次反射式光电开关9,ARM控制板201读取一次微距激光测距传感器8的数据一次,然后通过蓝牙传输模块202把测量数据实时传输给计算机进行处理。
对于本领域的普通技术人员而言,根据本发明的教导,在不脱离本发明的原理与精神的情况下,对实施方式所进行的改变、修改、替换和变型仍落入本发明的保护范围之内。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号