【申请(专利)号: CN201710145817.1 ;申请权利人: 武汉理工大学; 发明设计人: 余先涛; 屠梦莹;】
摘要:
本发明公开了一种注塑成形用电动射出单元,包括射出机构、计量机构和座进退机构;射出机构由射出直线导轨、射出滚珠丝杆螺母副、第一同步带传动、射出伺服电机组成;计量机构由计量伺服电机、射出计量电机减速器、第二同步带传动、螺杆连接轴、螺杆和螺杆推力传感器组成;座进退机构由射出总成升降电动机、射出总成升降减速器、第三同步带传动、射出总成升降丝杆螺母副、射出总成安装板、射出总成直线导轨副和射出总成升降限位传感器组成。本发明电动射出单元的射出速度可达300mm/s,运行时噪音小、节能,设备尺寸小。
主权项:
一种注塑成形用电动射出单元,包括射出机构、计量机构和座进退机构,其特征在于,所述射出机构由射出直线导轨、射出滚珠丝杆螺母副(8)、第一同步带传动(7)、射出伺服电机(6)组成,其中,所述射出伺服电机(6)与第一同步带传动(7)的小带轮相连,所述第一同步带传动(7)的大带轮与射出滚珠丝杆螺母副(8)的螺母相连,所述螺母在射出时旋转,所述射出滚珠丝杆螺母副(8)的丝杆固定以实现射出丝杆做直线往复运动;所述计量机构由计量伺服电机(5)、射出计量电机减速器(4)、第二同步带传动(3)、螺杆连接轴(2)、螺杆(1)和螺杆推力传感器组成,其中,所述计量伺服电机(5)与射出计量电机减速器(4)连接,所述射出计量电机减速器(4)通过第二同步带传动(3)与螺杆连接轴(2)相连,所述螺杆连接轴(2)与螺杆(1)相连以实现螺杆(1)的旋转运动和射出的直线运动;座进退机构由射出总成升降电动机(12)、射出总成升降减速器(13)、第三同步带传动(14)、射出总成升降丝杆螺母副(11)、射出总成安装板(10)、射出总成直线导轨副(9)和射出总成升降限位传感器组成,其中,所述射出总成升降电动机(12)通过射出总成升降减速器(13)连接到第三同步带传动(14)的一端,所述第三同步带传动(14)的另一端与射出总成升降丝杆螺母副(11)的丝杆相连,所述射出总成升降丝杆螺母副(11)的螺母与射出总成安装板(10)固定连接以实现射出总成的升降运动。
1.一种注塑成形用电动射出单元,包括射出机构、计量机构和座进退机构,其特征在于,
所述射出机构由射出直线导轨、射出滚珠丝杆螺母副(8)、第一同步带传动(7)、射出伺服电机(6)组成,其中,所述射出伺服电机(6)与第一同步带传动(7)的小带轮相连,所述第一同步带传动(7)的大带轮与射出滚珠丝杆螺母副(8)的螺母相连,所述螺母在射出时旋转,所述射出滚珠丝杆螺母副(8)的丝杆固定以实现射出丝杆做直线往复运动;
所述计量机构由计量伺服电机(5)、射出计量电机减速器(4)、第二同步带传动(3)、螺杆连接轴(2)、螺杆(1)和螺杆推力传感器组成,其中,所述计量伺服电机(5)与射出计量电机减速器(4)连接,所述射出计量电机减速器(4)通过第二同步带传动(3)与螺杆连接轴(2)相连,所述螺杆连接轴(2)与螺杆(1)相连以实现螺杆(1)的旋转运动和射出的直线运动;
座进退机构由射出总成升降电动机(12)、射出总成升降减速器(13)、第三同步带传动(14)、射出总成升降丝杆螺母副(11)、射出总成安装板(10)、射出总成直线导轨副(9)和射出总成升降限位传感器组成,其中,所述射出总成升降电动机(12)通过射出总成升降减速器(13)连接到第三同步带传动(14)的一端,所述第三同步带传动(14)的另一端与射出总成升降丝杆螺母副(11)的丝杆相连,所述射出总成升降丝杆螺母副(11)的螺母与射出总成安装板(10)固定连接以实现射出总成的升降运动。
2.根据权利要求1所述的注塑成形用电动射出单元,其特征在于,所述螺杆推力传感器、射出总成升降限位传感器均采用称重型力传感器并安装于螺杆连接轴(2)的支撑推力轴承之间,用于控制射出伺服电机(6)在计量控制时反向旋转的速度和角度及监测在射出时射出力的大小。
技术领域
本发明涉及注塑机技术领域,更具体地说,涉及一种注塑成形用电动射出单元。
背景技术
一般螺杆式注塑机的成型工艺过程是:首先将粒状或粉状塑料加入料筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和注射座前移,使喷嘴贴紧模具的浇口道,接着向注射缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品。
传统的液压注塑机采用液压驱动的方式,其各项动态技术参数受到液压油温变化的影响,容易发生波动。而采用鼠笼式感应的异步电机,转动惯量大,系统响应慢,而且噪声较大,企业工作环境得不到改善。另外随着节能降耗上升为国家战略,注塑机节能问题也被广泛关注。
发明内容
本发明要解决的技术问题在于,提供一种注塑成形用电动射出单元。
本发明解决其技术问题所采用的技术方案是:构造一种注塑成形用电动射出单元,包括射出机构、计量机构和座进退机构;所述射出机构由射出直线导轨、射出滚珠丝杆螺母副、第一同步带传动、射出伺服电机组成,其中,所述射出伺服电机与第一同步带传动的小带轮相连,所述第一同步带传动的大带轮与射出滚珠丝杆螺母副的螺母相连,所述螺母在射出时旋转,所述射出滚珠丝杆螺母副的丝杆固定以实现射出丝杆做直线往复运动;所述计量机构由计量伺服电机、射出计量电机减速器、第二同步带传动、螺杆连接轴、螺杆和螺杆推力传感器组成,其中,所述计量伺服电机与射出计量电机减速器连接,所述射出计量电机减速器通过第二同步带传动与螺杆连接轴相连,所述螺杆连接轴与螺杆相连以实现螺杆的旋转运动和射出的直线运动;座进退机构由射出总成升降电动机、射出总成升降减速器、第三同步带传动、射出总成升降丝杆螺母副、射出总成安装板、射出总成直线导轨副和射出总成升降限位传感器组成,其中,所述射出总成升降电动机通过射出总成升降减速器连接到第三同步带传动的一端,所述第三同步带传动的另一端与射出总成升降丝杆螺母副的丝杆相连,所述射出总成升降丝杆螺母副的螺母与射出总成安装板固定连接以实现射出总成的升降运动。
在上述方案中,所述螺杆推力传感器、射出总成升降限位传感器均采用称重型力传感器并安装于螺杆连接轴的支撑推力轴承之间,用于控制射出伺服电机在计量控制时反向旋转的速度和角度及监测在射出时射出力的大小。
实施本发明注塑成形用电动射出单元,具有以下有益效果:
本发明电动射出单元的射出速度可达300mm/s,运行时噪音小、节能,设备尺寸小。
附图说明
下面将结合附图及实施例对本发明作进一步说明,附图中:
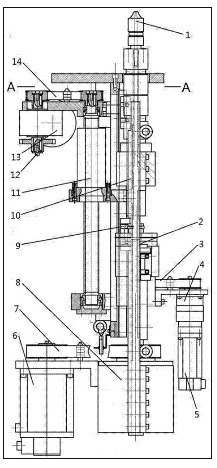
图1为一种注塑成形用电动射出单元的结构示意图;
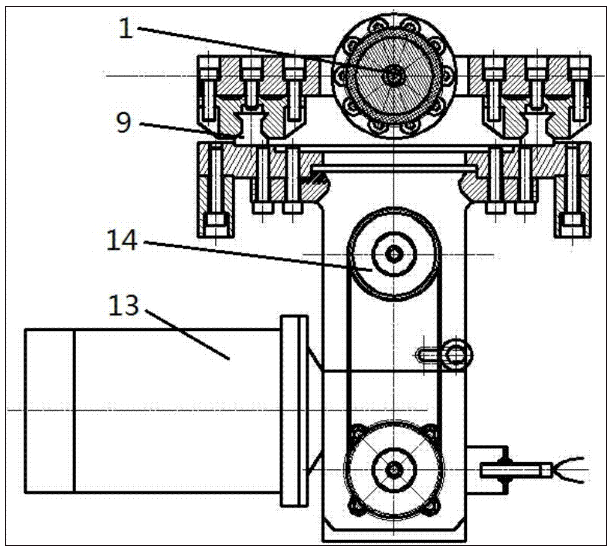
图2为图1沿A-A方向的结构示意图。
图中:1-螺杆,2-螺杆连接轴,3-第二同步带传动,4-射出计量电机减速器,5-计量伺服电机,6-射出伺服电机,7-第一同步带传动,8-射出滚珠丝杆螺母副,9-射出总成直线导轨副,10-射出总成安装板,11-射出总成升降丝杆螺母副,12-射出总成升降电动机,13-射出总成升降减速器,14-第三同步带传动。
具体实施方式
为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本发明的具体实施方式。
如图1-2所示,本发明提供一种注塑成形用电动射出单元,包括射出机构、计量机构和座进退机构。
射出机构由射出直线导轨、射出滚珠丝杆螺母副8、第一同步带传动7、射出伺服电机6组成,其中,射出伺服电机6与第一同步带传动7的小带轮相连,第一同步带传动7的大带轮与射出滚珠丝杆螺母副8的螺母相连,螺母在射出时旋转,射出滚珠丝杆螺母副8的丝杆固定以实现射出丝杆做直线往复运动。
计量机构由计量伺服电机5、射出计量电机减速器4、第二同步带传动3、螺杆连接轴2、螺杆1和螺杆推力传感器组成,其中,计量伺服电机5与射出计量电机减速器4连接,射出计量电机减速器4通过第二同步带传动3与螺杆连接轴2相连,螺杆连接轴2与螺杆1相连以实现螺杆1的旋转运动和射出的直线运动。
座退机构由射出总成升降电动机12、射出总成升降减速器13、第三同步带传动14、射出总成升降丝杆螺母副11、射出总成安装板10、射出总成直线导轨副9和射出总成升降限位传感器组成,其中,射出总成升降电动机12通过射出总成升降减速器13连接到第三同步带传动14的一端,第三同步带传动14的另一端与射出总成升降丝杆螺母副11的丝杆相连,射出总成升降丝杆螺母副11的螺母与射出总成安装板10固定连接以实现射出总成的升降运动。
在本实施例中,螺杆推力传感器、射出总成升降限位传感器均采用称重型力传感器并安装于螺杆连接轴2的支撑推力轴承之间,用于控制射出伺服电机6在计量控制时反向旋转的速度和角度及监测在射出时射出力的大小。
在本实施例中,由于射出时射出伺服电机6的工作时间短,射出伺服电机6驱动力矩大,因此,选择射出伺服电机6时,主要考虑伺服电动机的最大输出力矩,避免伺服电动机功率选择过大造成成本过高和系统体积过大。
本发明工作时,射出总成升降电动机12先通过射出总成升降减速器13减速,再通过第三同步带传动14带动射出总成升降丝杆螺母副11的丝杆旋转,此时丝杆旋转带动螺母直线运动,与螺母相连的射出总成安装板10在射出总成直线导轨副9上进行直线运动,使射嘴下降至模具的加料口。射嘴到达指定位置后,计量伺服电机5工作,通过射出计量电机减速器4减速,再通过第二同步带传动3以及螺杆连接轴2带动螺杆1旋转,通过螺杆1旋转的行程控制每一周期的加料量。在此过程中由于不断有熔料进入料筒前端,迫使螺杆1后退,使螺杆1压力升高,提供加料的背压,由螺杆推力传感器监测背压保证加料的计量准确性,同时此背压控制射出伺服电机6反向旋转,先通过第一同步带传动7带动射出滚珠丝杆螺母副8的螺母旋转,此时螺母位置固定丝杆进行直线运动,使螺杆1在合适的背压下后退至设定的位置。加料完成后,计量伺服电机5停止,射出伺服电机6反向旋转,先通过第一同步带传动7带动射出滚珠丝杆螺母副8的螺母旋转,此时螺母旋转而丝杆旋转被约束,使丝杆做直线运动,从而带动固连在射出直线导轨上的螺杆1运动。螺杆1向模具方向以一定的速度直线运动,推进熔融胶料在一定时间内进入模腔,螺杆1到达极限位置后停留一段时间,使溶胶在模具型腔内冷却定型,完成一次射出成型运动。此后,计量伺服电机5动作,开始下一次射出循环。需要抬起射嘴时,射出总成升降电动机12动作,使射出总成上升至设定的位置。
上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号