产品搜索
当前位置:首页->一种汽车后挡玻璃无铅焊接加热工装
一种汽车后挡玻璃无铅焊接加热工装
【授权公告号:CN211946824U;申请权利人:郑州福耀玻璃有限公司; 发明设计人: 王江鱼; 漆周扬; 吴超明; 罗培敏; 陈旭; 杨晓波;】
摘要:
一种汽车后挡玻璃无铅焊接加热工装,包括同步带输送机(1)、升降定位机构和一对加热装置,一对加热装置呈对称状位于同步带输送机(1)的两侧;升降定位机构包括支撑架(5)、前端定位架(6)、末端定位架(7)和同步带居中装置(8),加热装置包括加热风机(30)和C形通风管(31),C形通风管(31)的弯折部设有进风口,C形通风管(31)的进风口与加热风机(30)的出风口通过管道相通,C形通风管(31)的两个出风口上分别设有万向管(32)。本实用新型优点:玻璃定位准确,加热效率高,受热均匀,能够有效提高焊接效率和焊接质量。
主权项:
1.一种汽车后挡玻璃无铅焊接加热工装,其特征在于它包括同步带输送机(1)、升降定位机构和一对加热装置,一对加热装置呈对称状位于同步带输送机(1)的两侧;升降定位机构包括支撑架(5)、前端定位架(6)、末端定位架(7) 和同步带居中装置(8),支撑架(5)固接在同步带输送机(1)的机架上,并位于同步带输送机(1)的一对传动带之间,支撑架(5)两侧顶部分别设有一对与同步带输送机(1)的传动带平行的直线导轨(10),前端定位架(6)和末端定位架(7)分别通过直线导轨(10)活动安装在支撑架(5)的两端,前端定位架(6)和末端定位架(7)均由安装板(16)、一对定位柱(17)、定位柱连接板(18)和定位柱升降气缸(19)组成,安装板(16)两端分别固接在对应直线导轨(10)的滑块上,安装板(16)的两端分别设有与定位柱(17)配合使用的导套,一对定位柱(17)的底部一端通过定位柱连接板(18)连接,定位柱升降气缸(19)固接在安装板(16)上,并通过定位柱连接板(18)带动一对定位柱(17)在安装板(16)上上下移动,定位柱(17)的顶部一端设有定位滚(20);支撑架(5)中部设有横梁(22),前端定位架(6)的安装板(16)和横梁(22)之间设有前端定位架调节丝杆(23),横梁(22)上设有末端定位架控制气缸(24),末端定位架控制气缸(24)的活塞杆与末端定位架(7)的安装板(16)连接,支撑架(5)的两侧分别设有可升降托架(26),同步带居中装置(8)安装在支撑架(5)上,并位于前端定位架(6)和末端定位架(7)之间;加热装置包括加热风机(30)和C形通风管(31),C形通风管(31)的弯折部设有进风口,C形通风管(31)的进风口与加热风机(30)的出风口通过管道相通,C形通风管(31)的两个出风口上分别设有万向管(32)。
要求:
1.一种汽车后挡玻璃无铅焊接加热工装,其特征在于它包括同步带输送机(1)、升降定位机构和一对加热装置,一对加热装置呈对称状位于同步带输送机(1)的两侧;
升降定位机构包括支撑架(5)、前端定位架(6)、末端定位架(7) 和同步带居中装置(8),支撑架(5)固接在同步带输送机(1)的机架上,并位于同步带输送机(1)的一对传动带之间,支撑架(5)两侧顶部分别设有一对与同步带输送机(1)的传动带平行的直线导轨(10),前端定位架(6)和末端定位架(7)分别通过直线导轨(10)活动安装在支撑架(5)的两端,前端定位架(6)和末端定位架(7)均由安装板(16)、一对定位柱(17)、定位柱连接板(18)和定位柱升降气缸(19)组成,安装板(16)两端分别固接在对应直线导轨(10)的滑块上,安装板(16)的两端分别设有与定位柱(17)配合使用的导套,一对定位柱(17)的底部一端通过定位柱连接板(18)连接,定位柱升降气缸(19)固接在安装板(16)上,并通过定位柱连接板(18)带动一对定位柱(17)在安装板(16)上上下移动,定位柱(17)的顶部一端设有定位滚(20);
支撑架(5)中部设有横梁(22),前端定位架(6)的安装板(16)和横梁(22)之间设有前端定位架调节丝杆(23),横梁(22)上设有末端定位架控制气缸(24),末端定位架控制气缸(24)的活塞杆与末端定位架(7)的安装板(16)连接,支撑架(5)的两侧分别设有可升降托架(26),同步带居中装置(8)安装在支撑架(5)上,并位于前端定位架(6)和末端定位架(7)之间;
加热装置包括加热风机(30)和C形通风管(31),C形通风管(31)的弯折部设有进风口,C形通风管(31)的进风口与加热风机(30)的出风口通过管道相通,C形通风管(31)的两个出风口上分别设有万向管(32)。
2.根据权利要求1所述的一种汽车后挡玻璃无铅焊接加热工装,其特征在于末端定位架(7)的安装板(16)上还设有末端定位架调节丝杆(35),末端定位架调节丝杆(35)的一端通过旋转接头与末端定位架控制气缸(24)的活塞杆活动连接。
3.根据权利要求1所述的一种汽车后挡玻璃无铅焊接加热工装,其特征在于可升降托架(26)包括托架(40)和托架升降气缸(41),托架(40)的顶部设有一组万向球(42),托架(40)的两端底部分别设有导向杆,支撑架(5)的两侧分别设有托架导向座(43),托架导向座(43)上设有与导向杆配合使用的导向套,托架升降气缸(41)固接在托架导向座(43)上,并驱动托架(40)在托架导向座(43)上上下移动。
4.根据权利要求1所述的一种汽车后挡玻璃无铅焊接加热工装,其特征在于同步带居中装置(8)包括支撑梁(45)、居中同步带(46)、居中调节丝杆(47)和一对侧边定位组件,支撑梁(45)的两端分别设有同步带轮,两个同步带轮之间通过居中同步带(46)传动,支撑梁(45)固接在支撑架(5)上,支撑梁(45)的两端顶部分别设有直线滑台(50),两个直线滑台(50)的滑块分别通过连接件与居中同步带(46)连接,其中一个直线滑台(50)的连接件与支撑架(5)之间通过居中调节丝杆(47)连接;一对侧边定位组件呈对称状安装在两个直线滑台(50)的滑块上,侧边定位组件包括侧边定位柱(51)、定位柱连接座(52)和定位柱控制气缸(53),侧边定位柱(51)一端通过销轴铰接在定位柱连接座(52)上,定位柱控制气缸(53)安装在定位柱连接座(52)一侧,并驱动侧边定位柱(51)以销轴为轴心摆动,侧边定位柱(51)的另一端设有侧边定位滚(55)。
一种汽车后挡玻璃无铅焊接加热工装
技术领域
本实用新型涉及汽车玻璃加工技术领域,具体涉及一种汽车后挡玻璃无铅焊接加热工装。
背景技术
目前,汽车后档玻璃在进行无铅焊接时需要对焊接部位进行加热,由于后档玻璃为不规则的弧形面,现有的玻璃输送定位是在输送带上通过可升降的吸盘对玻璃进行托举定位,然后通过热风对玻璃焊接面进行加热,导致定位不够准确,玻璃受热不够均匀,加热效率低。
实用新型内容
本实用新型的目的就是针对上述之不足,而提供一种汽车后挡玻璃无铅焊接加热工装。
本实用新型包括同步带输送机、升降定位机构和一对加热装置,一对加热装置呈对称状位于同步带输送机的两侧;
升降定位机构包括支撑架、前端定位架、末端定位架 和同步带居中装置,支撑架固接在同步带输送机的机架上,并位于同步带输送机的一对传动带之间,支撑架两侧顶部分别设有一对与同步带输送机的传动带平行的直线导轨,前端定位架和末端定位架分别通过直线导轨活动安装在支撑架的两端,前端定位架和末端定位架均由安装板、一对定位柱、定位柱连接板和定位柱升降气缸组成,安装板两端分别固接在对应直线导轨的滑块上,安装板的两端分别设有与定位柱配合使用的导套,一对定位柱的底部一端通过定位柱连接板连接,定位柱升降气缸固接在安装板上,并通过定位柱连接板带动一对定位柱在安装板上上下移动,定位柱的顶部一端设有定位滚;
支撑架中部设有横梁,前端定位架的安装板和横梁之间设有前端定位架调节丝杆,横梁上设有末端定位架控制气缸,末端定位架控制气缸的活塞杆与末端定位架的安装板连接,支撑架的两侧分别设有可升降托架,同步带居中装置安装在支撑架上,并位于前端定位架和末端定位架之间;
加热装置包括加热风机和C形通风管,C形通风管的弯折部设有进风口,C形通风管的进风口与加热风机的出风口通过管道相通,C形通风管的两个出风口上分别设有万向管。
末端定位架的安装板上还设有末端定位架调节丝杆,末端定位架调节丝杆的一端通过旋转接头与末端定位架控制气缸的活塞杆活动连接。
可升降托架包括托架和托架升降气缸,托架的顶部设有一组万向球,托架的两端底部分别设有导向杆,支撑架的两侧分别设有托架导向座,托架导向座上设有与导向杆配合使用的导向套,托架升降气缸固接在托架导向座上,并驱动托架在托架导向座上上下移动。
同步带居中装置包括支撑梁、居中同步带、居中调节丝杆和一对侧边定位组件,支撑梁的两端分别设有同步带轮,两个同步带轮之间通过居中同步带传动,支撑梁固接在支撑架上,支撑梁的两端顶部分别设有直线滑台,两个直线滑台的滑块分别通过连接件与居中同步带连接,其中一个直线滑台的连接件与支撑架之间通过居中调节丝杆连接;一对侧边定位组件呈对称状安装在两个直线滑台的滑块上,侧边定位组件包括侧边定位柱、定位柱连接座和定位柱控制气缸,侧边定位柱一端通过销轴铰接在定位柱连接座上,定位柱控制气缸安装在定位柱连接座一侧,并驱动侧边定位柱以销轴为轴心摆动,侧边定位柱的另一端设有侧边定位滚。
本实用新型优点:玻璃定位准确,加热效率高,受热均匀,能够有效提高焊接效率和焊接质量。
附图说明
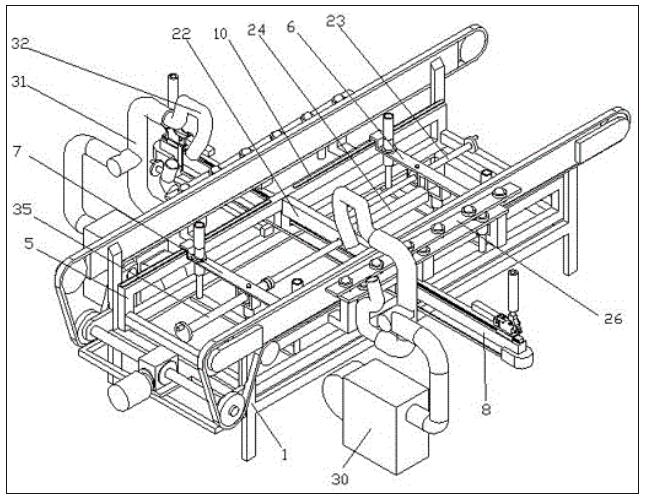
图1是本实用新型结构示意图。
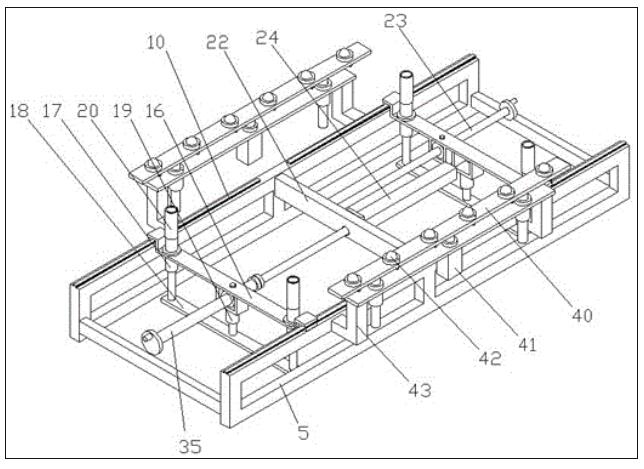
图2是本实用新型升降定位机构结构示意图。
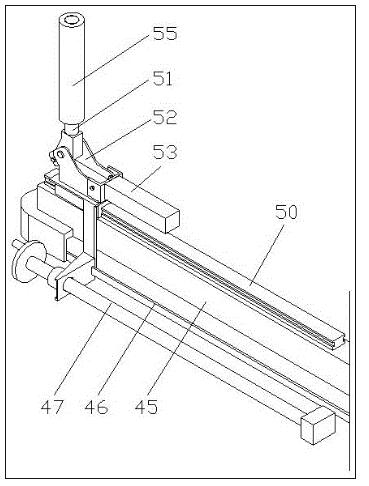
图3是本实用新型加热装置结构示意图。
具体实施方式
本实用新型包括同步带输送机1、升降定位机构和一对加热装置,一对加热装置呈对称状位于同步带输送机1的两侧;
升降定位机构包括支撑架5、前端定位架6、末端定位架7 和同步带居中装置8,支撑架5固接在同步带输送机1的机架上,并位于同步带输送机1的一对传动带之间,支撑架5两侧顶部分别设有一对与同步带输送机1的传动带平行的直线导轨10,前端定位架6和末端定位架7分别通过直线导轨10活动安装在支撑架5的两端,前端定位架6和末端定位架7均由安装板16、一对定位柱17、定位柱连接板18和定位柱升降气缸19组成,安装板16两端分别固接在对应直线导轨10的滑块上,安装板16的两端分别设有与定位柱17配合使用的导套,一对定位柱17的底部一端通过定位柱连接板18连接,定位柱升降气缸19固接在安装板16上,并通过定位柱连接板18带动一对定位柱17在安装板16上上下移动,定位柱17的顶部一端设有定位滚20;
支撑架5中部设有横梁22,前端定位架6的安装板16和横梁22之间设有前端定位架调节丝杆23,横梁22上设有末端定位架控制气缸24,末端定位架控制气缸24的活塞杆与末端定位架7的安装板16连接,支撑架5的两侧分别设有可升降托架26,同步带居中装置8安装在支撑架5上,并位于前端定位架6和末端定位架7之间;
加热装置包括加热风机30和C形通风管31,C形通风管31的弯折部设有进风口,C形通风管31的进风口与加热风机30的出风口通过管道相通,C形通风管31的两个出风口上分别设有万向管32。
末端定位架7的安装板16上还设有末端定位架调节丝杆35,末端定位架调节丝杆35的一端通过旋转接头与末端定位架控制气缸24的活塞杆活动连接。
可升降托架26包括托架40和托架升降气缸41,托架40的顶部设有一组万向球42,托架40的两端底部分别设有导向杆,支撑架5的两侧分别设有托架导向座43,托架导向座43上设有与导向杆配合使用的导向套,托架升降气缸41固接在托架导向座43上,并驱动托架40在托架导向座43上上下移动。
同步带居中装置8包括支撑梁45、居中同步带46、居中调节丝杆47和一对侧边定位组件,支撑梁45的两端分别设有同步带轮,两个同步带轮之间通过居中同步带46传动,支撑梁45固接在支撑架5上,支撑梁45的两端顶部分别设有直线滑台50,两个直线滑台50的滑块分别通过连接件与居中同步带46连接,其中一个直线滑台50的连接件与支撑架5之间通过居中调节丝杆47连接;一对侧边定位组件呈对称状安装在两个直线滑台50的滑块上,侧边定位组件包括侧边定位柱51、定位柱连接座52和定位柱控制气缸53,侧边定位柱51一端通过销轴铰接在定位柱连接座52上,定位柱控制气缸53安装在定位柱连接座52一侧,并驱动侧边定位柱51以销轴为轴心摆动,侧边定位柱51的另一端设有侧边定位滚55。
工作方式:玻璃在同步带输送机1上移动,当移动到升降定位机构上方的时候,同步带输送机1停止,托架升降气缸41启动,托架40向上升起,把玻璃向上托起,玻璃与同步带输送机1脱离,然后前端定位架6和末端定位架7的定位柱升降气缸19同时启动,定位柱17向上升起,末端定位架控制气缸24启动,末端定位架7向前端定位架6靠拢,靠拢的过程中对玻璃前后两端的位置进行固定,同时一对侧边定位组件的定位柱控制气缸53启动,使侧边定位柱51向上竖起对玻璃的左右两端进行定位。定位完成后,一对加热装置对玻璃左右两端的焊接点分别进行上下加热,时间约25-30秒,使玻璃预热温度达到60-65摄氏度,达到设定温度后继续对玻璃恒温加热直到玻璃离开,玻璃预热温度达到60-65摄氏度后升降定位机构的各气缸复位,玻璃落到同步带输送机1,然后同步带输送机1启动,带着玻璃继续向前移动。
前端定位架调节丝杆23、末端定位架调节丝杆35和居中调节丝杆47的结构相同,均为手动滚珠丝杆,
前端定位架调节丝杆23用于调节前端定位架6在支撑架5上的初始位置,在对玻璃进行定位的时候,前端定位架6固定不动,末端定位架7为活动端,末端定位架7在末端定位架控制气缸24的控制下前后移动对玻璃进行夹紧;末端定位架调节丝杆35用于调节末端定位架7在支撑架5上的初始位置,调节末端定位架7和前端定位架6之间的间距,居中调节丝杆47用于调节一对侧边定位组件的间距。
万向管32方便快速调整热风出风口的位置。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号