【申请号:200710200833.2;申请人:新疆屯河节水科技有限公司;发明人:王建国、仲新文、任学军、盛运强、邱宇明、蔡铭】
三、发明内容
本发明提供了一种带导槽履带的滴头传送,克服了上述现有技术之不足,其输送方法更合理,使用方便,减少了维修次数,延长了工作时间,提高了生产效率。
本发明的技术方案是通过以下措施来实现的:
一种带导槽履带的滴头传送,包括导槽式滴头输送装置,该导槽式滴头输送装置包括机座、滴头输送履带、挤出模具、冷却定形模具、滴头输送导杆和滴头粘接胶轮;滴头输送履带、挤出模具和冷却定形模具依序固定安装在机座上;在滴头输送履带的前面有能挤出滴灌带的挤出模具,在挤出模具的前面连接有能使滴灌带冷却定形的冷却定形模具;滴头输送导杆前端能穿过挤出模具进入冷却定形模具内腔的滴头粘接胶轮的下方,滴头输送导杆的后端与滴头输送履带输出端相对接;该输送方法按照以下步骤进行:首先,滴头通过转动的滴头输送履带输送到滴头输送导杆上,然后,滴头沿滴头输送导杆依次进入到挤出模具和冷却定型模具内,最后,滴头在滴头输送导杆末端处通过滴头粘接胶轮的挤压粘接在冷却定型模具内的滴灌带的内壁上;其中,滴头在滴头输送导杆上的运动线速度与滴头输送履带的运动线速度同步,滴头粘接压轮的运动线速度与滴灌带运动线速度同步并高于滴头在滴头输送导杆上的运动线速度。
下面是对上述发明技术方案的进一步优化或/和改进:
上述滴头输送导杆的上方可固定安装有防止滴头跳出的压板。
上述滴头输送导杆可包括导杆头和导杆柄,导杆头的压头面高于导杆柄的滑动面。
上述滴头输送导杆的横截面可呈 U 形。
本发明利用滴灌带生产中的运动线速度与输送履带的运动线速度差,来实现滴头之间间距的控制;在满足生产工艺要求的同时,省去了同步带、同步齿轮以及轴承等易损件,降低了设备的故障率,减少了维修次数,提高了设备运转率,大大降低了生产成本,提高了单位时间生产滴灌带的产量。
一、技术领域
本发明涉及滴灌带生产中向滴灌带内输送滴头的方法,是一种带导槽履带的滴头传送。
二、背景技术
目前,滴灌带生产线中将滴头输送到滴灌带的装置如附图一所示:滴头由滴头输送履带 1 在紧密排列的状态下输送到第一输送履带 8 ,第一输送履带 8 的转速大于滴头输送履带 1 ,而第一输送履带 8 的运动线速度等于滴灌带生产过程中滴头粘接胶轮 6 的运动线速度,利用第一输送履带 8 与滴头输送履带 1 之间的速度差,滴头在进入挤出模具和冷却定形模具内之前,每个滴头之间的间距被固定在设定的范围内;其缺陷在于:第一输送履带 8 包括同步带、同步齿轮组以及多个轴承,由于挤出模具和冷却定形模具内的温度较高,导致第一输送履带 8 易老损而使用寿命较短,同时由于同步带、同步齿轮组以及多个轴承也易磨损而导致故障率高,这样就需要经常更换同步带、同步齿轮等部分,从而影响生产的正常进行,也就影响了单位时间生产滴灌带的产量。
四、附图说明
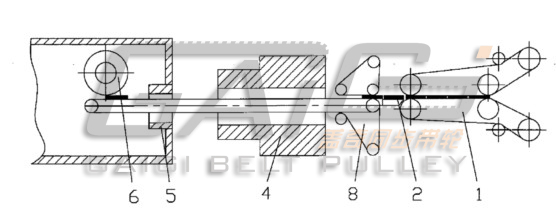
附图 1 为现有滴头输送装置的主视剖视结构示意图;
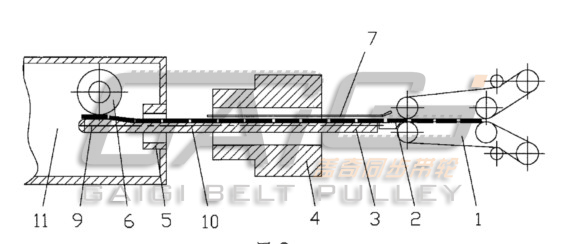
附图 2 为本发明实施例中导槽式滴头输送装置的主视剖视结构示意图;
附图中的编码分别为: 1 为滴头输送履带, 2 为滴头, 3 为滴头输送导杆, 4 为挤出模具, 5 为冷却定形模具, 6 为滴头粘接胶轮, 7 为压板, 8 为第一输送履带, 9 为导杆头, 10 为导杆柄, 11 为冷却定形模具内腔。
五、具体实施方式
本发明不受下述实施例的限制,可根据本发明技术方案与实际情况来确定具体的实施方式。
下面结合实施例对本发明作进一步描述:如附图 2 所示,该带导槽履带的滴头传送包括导槽式滴头输送装置,该导槽式滴头输送装置包括机座、滴头输送履带 1 、挤出模具 4 、冷却定形模具 5 、滴头输送导杆 3 和滴头粘接胶轮 6 ;滴头输送履带 1 、挤出模具 4 和冷却定形模具 5 依序固定安装在机座上;在滴头输送履带 1 的前面有能挤出滴灌带的挤出模具 4 ,在挤出模具 4 的前面连接有能使滴灌带冷却定形的冷却定形模具 5 ;滴头输送导杆 3 前端能穿过挤出模具 4 进入冷却定形模具内腔 11 的滴头粘接胶轮 6 的下方,滴头输送导杆 3 的后端与滴头输送履带 1 输出端相对接。该输送方法按照以下步骤进行:首先,滴头 2 通过转动的滴头输送履带 1 输送到滴头输送导杆 3 上,然后,滴头 2 沿滴头输送导杆 3 依次进入到挤出模具 4 和冷却定型模具 5 内,最后,滴头 2 在滴头输送导杆 3 末端处通过滴头粘接胶轮 6 的挤压粘接在冷却定型模具 5 内的滴灌带的内壁上;其中,滴头 2 在滴头输送导杆 3 上的运动线速度与滴头输送履带 1 的运动线速度同步,滴头粘接压轮 6 的运动线速度与滴灌带运动线速度同步并高于滴头 2 在滴头输送导杆 3 上的运动线速度。
可根据实际需要,对上述带导槽履带的滴头传送作进一步优化或/和改进:
在本发明中:滴头输送履带的运动线速度、滴头粘接压轮的运动线速度和滴灌带运动线速度是在满足上述工艺条件的情况下,在所选用的现有公知设备的额定调节范围内进行调节,从而实现滴头在滴灌带上间距的调整。
以上技术特征构成的本发明的最佳实施例,其具有较强的适应性和最佳实施效果,可根据实际需要增减非必要的技术特征,来满足不同情况的需求。
如附图 2 所示,为了防止滴头 2 在运行中出现跳动而脱离轨道,滴头输送导杆 3 的上方固定安装有防止滴头跳出的压板 7 。
如附图 2 所示,为了使滴头 2 更容易被滴头粘接胶轮 6 压到,滴头输送导杆 3 可包括导杆头 9 和导杆柄 10 ,导杆头 9 的压头面高于导杆柄 10 的滑动面。
如附图 2 所示,为了使滴头 2 能较稳定的进入滴头输送导杆 3 内,滴头输送导杆 3 的横截面呈 U 形,这样,滴头 2 就在 U 形槽轨道内而不易掉出来了。
专利要求:
3 、根据权利要求 1 或 2 所述的带导槽履带的滴头传送,其特征在于滴头输送导杆的上方固定安装有防止滴头跳出的压板。
4 、根据权利要求 1 或 2 所述的带导槽履带的滴头传送,其特征在于滴头输送导杆包括导杆头和导杆柄,导杆头的压头面高于导杆柄的滑动面。
5 、根据权利要求 3 所述的带导槽履带的滴头传送,其特征在于滴头输送导杆包括导杆头和导杆柄,导杆头的压头面高于导杆柄的滑动面。
1 、一种带导槽履带的滴头传送,其特征在于包括导槽式滴头输送装置,该导槽式滴头输送装置包括机座、滴头输送履带、挤出模具、冷却定形模具、滴头输送导杆和滴头粘接胶轮;滴头输送履带、挤出模具和冷却定形模具依序固定安装在机座上;在滴头输送履带的前面有能挤出滴灌带的挤出模具,在挤出模具的前面连接有能使滴灌带冷却定形的冷却定形模具;滴头输送导杆前端能穿过挤出模具进入冷却定形模具内腔的滴头粘接胶轮的下方,滴头输送导杆的后端与滴头输送履带输出端相对接;该输送方法按照以下步骤进行:首先,滴头通过转动的滴头输送履带输送到滴头输送导杆上,然后,滴头沿滴头输送导杆依次进入到挤出模具和冷却定型模具内,最后,滴头在滴头输送导杆末端处通过滴头粘接胶轮的挤压粘接在冷却定型模具内的滴灌带的内壁上;其中,滴头在滴头输送导杆上的运动线速度与滴头输送履带的运动线速度同步,滴头粘接压轮的运动线速度与滴灌带运动线速度同步并高于滴头在滴头输送导杆上的运动线速度。
2 、根据权利要求所述 1 所述的带导槽履带的滴头传送,其特征在于滴头输送导杆的横截面呈 U 形。
摘要:
本发明涉及滴灌带生产中向滴灌带内输送滴头的方法,是一种带导槽履带的滴头传送。该输送方法按照以下步骤进行:首先,滴头通过转动的滴头输送履带输送到滴头输送导杆上,然后,滴头沿滴头输送导杆依次进入到挤出模具和冷却定型模具内,最后,滴头在滴头输送导杆末端处通过滴头粘接胶轮的挤压粘接在冷却定型模具内的滴灌带的内壁上。本发明利用滴灌带生产中的运动线速度与输送履带的运动线速度差,来实现滴头之间间距的控制;在满足生产工艺要求的同时,省去了同步带、同步齿轮以及轴承等易损件,降低了设备的故障率,减少了维修次数,提高了设备运转率,大大降低了生产成本,提高了单位时间生产滴灌带的产阵日月巨。

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号