【申请号:201410234725.7;申请人:苏州菱欧自动化设备有限公司;发明人:兰秀辉】
摘要:
本发明公开了一种电池加工后处理装置,包含同步带搬运输送线和沿送料方向依次设置在同步带搬运输送线上的二次折曲装置、热压装置、冷压装置;所述同步带搬运输送线上设置有多个随同步带搬运输送线运动的料板,二次折曲装置上设置有成型压辊,成型压辊设置在靠近料板两侧的位置上,热压装置中设置有横移缸和热压板,热压板中设置有加热管,冷压装置中设置有横移缸和冷压板,二次折曲装置、热压装置和冷压装置上均设置有相应的上压板组件;本发明的电池加工后处理装置,通过同步带搬运输送线送料,使电池原料依次经过二次折曲装置、热压装置和冷压装置分别进行二次折曲、热压处理和冷压处理,完成了生产线中电池侧边加工处理的最后一道工序。
要求:
1 .一种电池加工后处理装置,其特征在于:包含同步带搬运输送线( 1 )和沿送料方向依次设置在同步带搬运输送线( 1 )上的二次折曲装置( 2 )、热压装置( 3 )、冷压装置( 4 ) ;所述同步带搬运输送线( 1 )上设置有多个随同步带搬运输送线( 1 )运动的料板( 5 ) ;所述二次折曲装置( 2 )上设置有成型压辊( 6 ) ,成型压辊( 6 )设置在靠近料板( 5 )两侧的位置上;所述热压装置( 3 )中设置有横移缸和热压板;所述冷压装置( 4 )中设置有横移缸和冷压板;所述二次折曲装置( 2 )、热压装置( 3 )和冷压装置( 4 )上均设置有相应的上压板组件。
2 .根据权利要求 1 所述的电池加工后处理装置,其特征在于:所述成型压辊( 6 )的终止端处设置有成型压轮组件( 7 ) ;所述成型压轮组件( 7 )上有多个沿走料方向依次设置的锥形的成型压轮( 8 ) ;多个所述的成型压轮( 8 )的外径和锥度沿走料方向依次增大。
技术领域
本发明涉及一种电池加工后处理装置,具体的说是一种用于全自动电池侧边加工生产线的电池加工后处理装置。
背景技术
电池侧边加工处理需要分别通过电池两边折曲机、整形机、涂胶机、热压机、冷压机等多个工位来处理完成,但各工位之间没有连接环节,每一个工位都需要人工操作,浪费人力,工位之间还要放置存料环节,浪费空间;而且人工作业不能很好的控制产品生产周期,因此产品质量不好,生产效率低下;现针对上述情况设计了一种全自动电池侧边加工生产线,在生产线中,电池原料经过涂胶处理之后需要进行二次折曲后处理的工序,因此,需要设计相应的电池加工后处理装置。
发明内容
针对上述存在的技术问题,本发明的目的是:提出了一种用于全自动电池侧边加工生产线的电池加工后处理装置。
本发明的技术解决方案是这样实现的:一种电池加工后处理装置,包含同步带搬运输送线和沿送料方向依次设置在同步带搬运输送线上的二次折曲装置、热压装置、冷压装置;所述同步带搬运输送线上设置有多个随同步带搬运输送线运动的料板;所述二次折曲装置上设置有成型压辊,成型压辊设置在靠近料板两侧的位置上;所述热压装置中设置有横移缸和热压板;所述冷压装置中设置有横移缸和冷压板;所述二次折曲装置、热压装置和冷压装置上均设置有相应的上压板组件。
优选的,所述成型压辊的终止端处设置有成型压轮组件;所述成型压轮组件上有多个沿走料方向依次设置的锥形的成型压轮;多个所述的成型压轮的外径和锥度沿走料方向依次增大。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:本发明的电池加工后处理装置,通过同步带搬运输送线送料,使电池原料依次经过二次折曲装置进行二次折曲、经过热压装置进行热压处理、经过冷压装置进行冷压处理,完成了生产线中电池侧边加工处理的最后一道工序。
附图说明
下面结合附图对本发明技术方案作进一步说明:
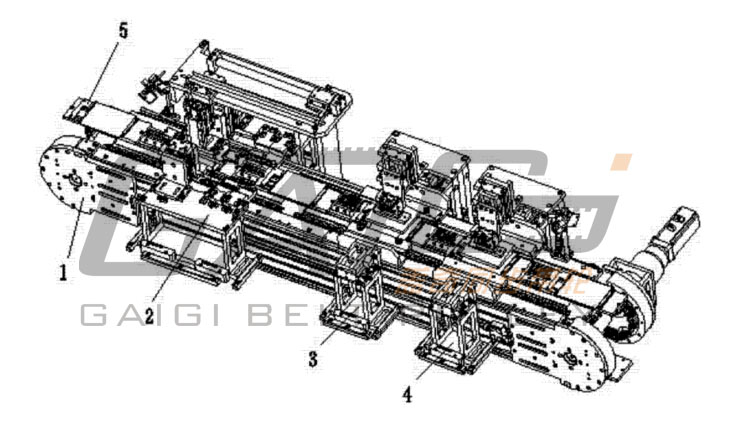
附图 1 为本发明的电池加工后处理装置的示意图;
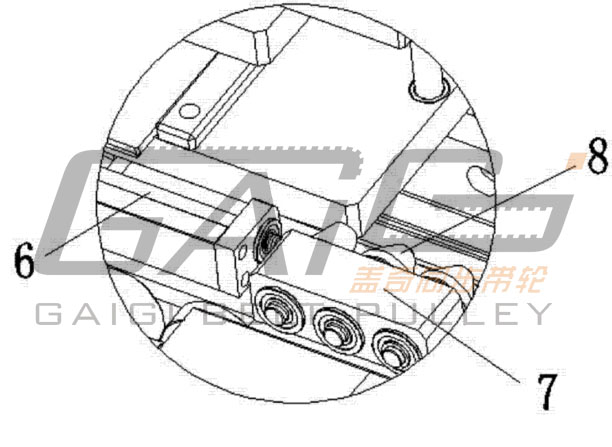
附图 2 为本发明的电池加工后处理装置的局部放大图;
其中: 1 、同步带搬运输送线; 2 、二次折曲装置; 3 、热压装置; 4 、冷压装置; 5 、料板; 6 、成型压辊; 7 、成型压轮组件; 8 、成型压轮。
具体实施方式
下面结合附图来说明本发明。
如图 1 一 2 所示,本发明所述的一种电池加工后处理装置,包含同步带搬运输送线 1 和沿送料方向依次设置在同步带搬运输送线 1 上的二次折曲装置 2 、热压装置 3 、冷压装置 4 ;所述同步带搬运输送线 1 为一个自循环的带传动输送线,同步带搬运输送线 1 上设置有多个随同步带搬运输送线 1 运动的料板 5 ;所述二次折曲装置 2 上设置有可上下运动的成型压辊 6 ,成型压辊 6 设置在靠近料板 5 两侧的位置上;所述成型压辊 6 的终止端处设置有成型压轮组件 7 ;所述成型压轮组件 7 上有多个沿走料方向依次设置的锥形的成型压轮 8 ; 多个所述的成型压轮 8 的外径和锥度沿走料方向依次增大;所述热压装置 3 中设置有横移缸和热压板,热压板中设置有加热管;所述冷压装置 4 中设置有横移缸和冷压板;所述二次折曲装置 2 、热压装置 3 和冷压装置 4 上均设置有相应的上压板组件。
工作时,同步带搬运输送线 1 带动料板 5 将料板 5 上的电池原料依次送过二次折曲装置 2 、热压装置 3 和冷压装置 4 ;二次折曲装置 2 的成型压辊 6 由下向上将电池原料涂胶后的侧边压合到电池原料本体的侧部,并经过成型压轮组件 7 再一次压紧,然后分别经过热压装置 3 和冷压装置 4 进行热压和冷压处理。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:本发明的电池加工后处理装置,通过同步带搬运输送线送料,使电池原料依次经过二次折曲装置进行二次折曲、经过热压装置进行热压处理、经过冷压装置进行冷压处理,完成了生产线中电池侧边加工处理的最后一道工序。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号