【申请号:201420130978.5;专利权人:瑞安市大伟机械有限公司;发明人:柯雄伟、陈余其、杨建波、柯建星、应晓豪】
摘要:
本实用新型公开了一种应用于全自动无纺布面膜包装机的面膜转角输送折叠机构,包括机架10 )、上位输送带( 1 )、转角输送带( 8 ) ,在该机架上装有纵向对折组件( 11 ) ,在所述机架( 10 )上、并在上位输送带( 1 )的侧边处装有呈上下位置设置的上输送圆带( 5 )、下输送同步带( 4 ) ,且上输送圆带与下输送同步带之间用于被输送的面膜3 )通过。本实用新型能实现面膜转角输送到位、折叠位置准确、不会起皱,提高了面膜的包装质量、效率和成品率。
要求:
1 .面膜转角输送折叠机构,包括机架( 10 )、上位输送带( 1 )、转角输送带( 8 ) ,在该机架 ( 10 )上装有纵向对折组件( 11 ) ,其特征在于:在所述机架( 10 )上、并在上位输送带( 1 )的侧边处装有呈上下位置设置的上输送圆带( 5 )、下输送同步带( 4 ) ,且上输送圆带( 5 )与下输送同步带( 4 )之间用于被输送的面膜( 3 )通过。
2 .根据权利要求 1 所述的面膜转角输送折叠机构,其特征在于:在所述下输送同步带 ( 4 )下、并在纵向对折组件( 11 )的纵向对折插板( 6 )的下方处装有垫板( 12 )。
技术领域
本发明涉及一种应用于美容保健行业的面膜包装机,具体是涉及一种面膜包装机的面膜转角输送折叠机构。
背景技术
目前,无纺布面膜包装机是一种对无纺布面膜、眼膜或者胸膜等类似产品原料进行成型、模切、折叠、入袋、加液及密封包装的设备,其面膜转角输送折叠机构是对已完成横向折叠的无纺布面膜再进行纵向折叠处理而输送到相应的包装工位,为面膜的包装工艺过程作准备。该无纺布面膜仅安放在输送带上输送,其没有定位、没有夹持而容易出现走偏、走位不准确,影响了面膜的包装质量、效率、成品率。
发明内容
本发明的目的在于克服上述的不足,而提供一种能实现面膜转角输送到位、折叠位置准确的面膜转角输送折叠机构。
本发明的目的通过如下技术方案实现:面膜转角输送折叠机构,包括机架、上位输送带、转角输送带,在该机架上装有纵向对折组件,在所述机架上、并在上位输送带的侧边处装有呈上下位置设置的上输送圆带、下输送同步带,且上输送圆带与下输送同步带之间用于被输送的面膜通过。
采用本发明后,由上位输送带输送进来的横向折叠面膜在下输送同步带与上输送圆带的共同夹持下,平稳地输送至纵向对折组件的正下方,并由其将该面膜插入到转角输送带上,为面膜的包装工艺过程作好准备。从而实现面膜转角输送到位、折叠位置准确、不会起皱,面膜输送稳定可靠,提高了面膜的包装质量、效率和成品率。
附图说明
下面结合附图与实施方式对本发明作进一步的详细描述。
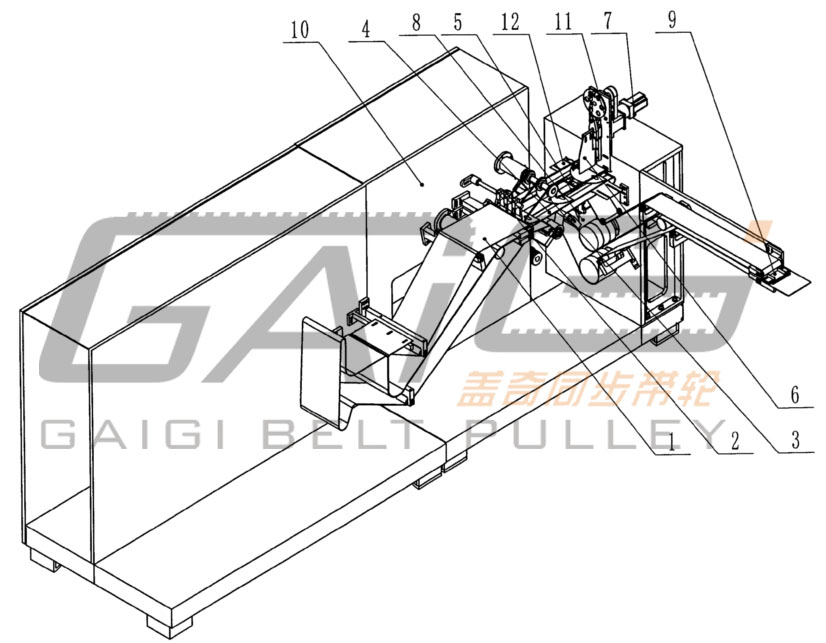
图 1 为本发明面膜转角输送折叠机构的安装结构示意图。
具体实施方式
参照图 1 可知,本发明应用于全自动无纺布面膜包装机的面膜转角输送折叠机构,包括机架 10 、上位输送带 1 、转角输送带 8 ,在该机架 10 上装有纵向对折组件 11 (包括相连的纵向对折插板 6 、纵向对折电机 7 ) ,在所述机架 10 上、并在上位输送带 1 的侧边(同向)处装有呈上下位置设置的上输送圆带 5 (在上,其横截面为圆形,该上输送圆带的材质为橡胶,其与下输送同步带配合所产生的夹紧力较适合输送面膜。面膜纵向对折过程中存在纵向对折插板对面膜有一个拉伸的作用。如果该夹紧力太大,面膜在纵向对折插板的拉伸下,变形太大,甚至对面膜产生破坏;如果该夹紧力太小,就会影响面膜输送的稳定性、可靠性)、下输送同步带 4 (在下,由同步传动装置带动,为主动),且上输送圆带 5 与下输送同步带 4 之间用于被输送的面膜 3 (即已横向折叠的合格面膜)通过。
其中,纵向对折组件 H 的纵向对折插板 6 处于所述上输送圆带 5 的末端上方,转角输送带 8 与上输送圆带 5 (及下输送同步带 4 )之间呈垂直方向设置。转角输送带 8 的末端设有面膜托板 9 。
为了能将上位输送带输送来的不合格面膜进行有效剔除,可在所述机架 10 上、并在上位输送带 1 与上输送圆带 5 之间的上方处装有剔除气嘴 2 (由面膜包装机的摄影检测装置监测面膜是否为不合格品),从而将不合格面膜吹到上位输送带 1 与上输送圆带 5 之间下方。为了使面膜能更好、更平整地进入到上输送圆带 5 与下输送同步带 4 之间而到达纵向对折组件 11 的纵向对折插板 6 之下,可在所述下输送同步带 4 下、并在纵向对折组件 H 的纵向对折插板 6 的下方处装有垫板 12 ,用于支撑该横向折叠面膜。
参照附图,本发明的工作原理是:由上位输送带 1 输送进来的横向折叠面膜,经过易」除气嘴的剔除后,合格的被输送面膜(半成品) 3 在下输送同步带 4 与上输送圆带 5 的共同夹持及垫板 12 的支撑下,平稳地输送至纵向对折组件 H 的纵向对折插板 6 的正下方,接着纵向对折插板 6 在纵向对折电机 7 带动下将该合格面膜进行纵向折叠而插入到转角输送带 8 上,为此,完成横向对折与纵向对折的面膜将送到面膜托板 9 ,为面膜的包装工艺过程作好准备。
其中传动原理是:上位输送带 1 、下输送同步带 4 、上输送圆带 5 、转角输送带 8 是按一定运动速度关系联动的,纵向对折插板 6 在独立的纵向对折电机 7 驱动下作间歇运动,纵向对折电机 7 与以上所述各输送带具有一定的运动关系,每模切输送一个面膜,纵向对折电机 7 动作响应一次,即纵向对折电机 7 带动纵向对折插板完成一次面膜插入折叠动作,做到面膜输送准确、稳定、可靠,从而精确完成面膜的纵向折叠。

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号