【申请号:201420400636.0;专利权人:廊坊舒适塑钢制品有限公司;发明人:张长新、彭广栋】
摘要:
本实用新型公开一种高效暖气片片头加工生产线,由若干加工单元组成,所述加工单元包括:冲床、模具、同步带、装载臂、振动盘、气缸臂、机架,所述同步带安装在机架上,同步带上设有若干托盘,同步带一侧设有气缸臂、另一侧设有冲床,冲床上安装有模具,装载臂安装在冲床一侧,振动盘连接到冲床下端。本实用新型通过在同步带上设有若干加工单元,大大提高了生产效率,另外,本实用新型中通过气缸臂与装载臂结合,提高了产品生产自动化,降低人工成本。
要求:
1 .一种高效暖气片片头加工生产线,由若干加工单元组成,其特征在于:所述加工单元包括:冲床、模具、同步带、装载臂、振动盘、气缸臂、机架,所述同步带安装在机架上,同步带上设有若干托盘,同步带一侧设有气缸臂、另一侧设有冲床,冲床上安装有模具,装载臂安装在冲床一侧,振动盘连接到冲床下端。
2 .根据权利要求 1 所述的一种高效暖气片片头加工生产线,其特征在于:所述片头加工生产线上加工单元个数为 3 一 8 个。
3 .根据权利要求 1 所述的一种高效暖气片片头加工生产线,其特征在于:所述气缸臂通过基座安装在地面上。
技术领域
本实用新型涉及零件加工设备技术领域,具体为一种高效暖气片片头加工生产线。
背景技术
在造型生产线中,如何高效实现对零件成型、运送等工艺操作,以及对各工艺操作之间的无缝衔接是很关键的技术环节,实现上述操作的机械手装置尤为重要,特别是在对造型生产线迫切需要提高自动化水平的今天尤为如此。现有技术中,并未见有助于进一步提升生产线自动化操作水平的该类机械手装置的技术报道,进而限制了造型生产线生产效率的有效提高。
实用新型内容
本实用新型所解决的技术问题在于提供一种高效暖气片片头加工生产线,以解决上述背景技术中提出的问题。
本实用新型所解决的技术问题采用以下技术方案来实现:
一种高效暖气片片头加工生产线,由若干加工单元组成,所述加工单元包括:冲床、模具、同步带、装载臂、振动盘、气缸臂、机架,所述同步带安装在机架上,同步带上设有若干托盘,同步带一侧设有气缸臂、另一侧设有冲床,冲床上安装有模具,装载臂安装在冲床一侧,振动盘连接到冲床下端。
优选的,所述片头加工生产线上加工单元个数为 3 一 8 个。
优选的,所述气缸臂通过基座安装在地面上。
本实用新型通过在同步带上设有若干加工单元,大大提高了生产效率,另外,本实用新型中通过气缸臂与装载臂结合,提高了产品生产自动化,降低人工成本。
附图说明
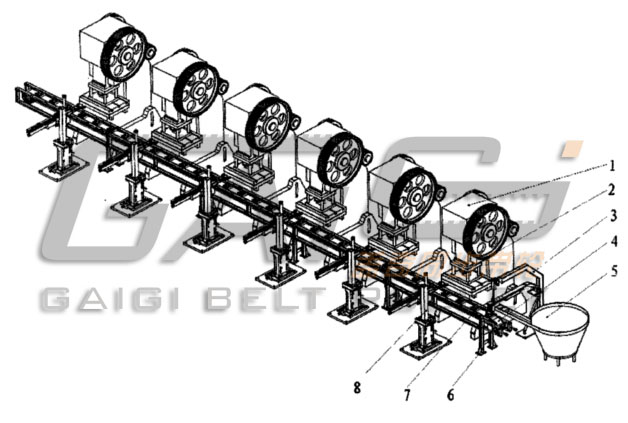
图 1 为本实用新型的结构示意图。
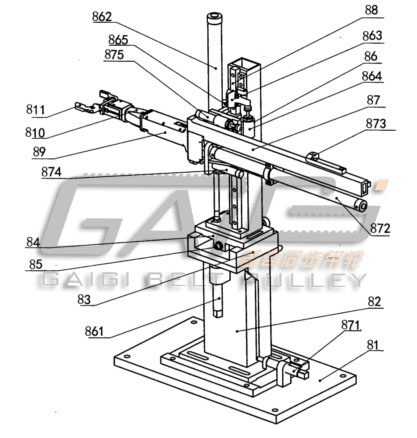
图 2 为本实用新型气缸臂的结构示意图。
具体实施方式
为了使本实用新型的实现技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
如图 1 所示,一种高效暖气片片头加工生产线,由六个加工单元组成,所述加工单元包括:冲床 1 、模具 2 、同步带 4 、装载臂 3 、振动盘 5 、气缸臂 8 、机架 6 ,所述同步带 4 安装在机架 6 上,同步带 4 上设有若干托盘 7 ,同步带 4 一侧设有气缸臂 8 、另一侧设有冲床 1 ,冲床 1 上安装有模具 2 ,装载臂 3 安装在冲床 1 一侧用于夹取同步带上的暖气片片头,振动盘 5 连接到冲床 1 下端。
如图 2 所示,本实用新型中的气缸臂 8 ,包括固定在基板 81 上的底座 82 ,底座 82 上设有 Z 轴座 83 , Z 轴座 83 上设有 Z 轴滑板 84 , Z 轴滑板 84 上设有 Z 轴调整杆 85 ,在所述 Z 轴滑板 85 上设有 Y 轴体 86 ,所述底座 82 上设有与 Y 轴体 86 相连的 Y 轴向调整杆 861 ,在所述 Y 轴体 86 上设有 X 轴体 87 ,所述 X 轴体 87 通过直线轨道 88 与 Y 轴 86 相连,在所述基板 81 上设有与 X 轴体 87 相连的 X 轴向调整杆 871 ,在所述 X 轴体 87 一端设有手腕座 89 , 所述手腕座 89 通过手腕装置 810 与夹取暖气片片头的手指装置 SH 相连。所述 X 轴体 87 上对应设置有驱动 X 轴体水平移动的 X 轴气缸 872 、改变 X 轴体行程的 X 轴限位装置 873 、吸收运动能量的第一液压阻尼器 874 、第二液压阻尼器 875 。所述 Y 轴体 86 上对应设置有驱动 Y 轴体垂直移动的 Y 轴气缸 862 、改变 Y 轴体行程的 Y 轴限位装置 863 、吸收运动能量的第三液压阻尼器 864 、第四液压阻尼器 865 。
使用本实用新型时,启动系统之后自动顺序启动冲床 1 ,然后气缸臂 8 上电,气缸臂 8 带动振动盘 5 筛选上料,当暖气片片头到位时,装载臂 3 执行抓取运送,初始缺位时连续抓取,直到气缸臂 8 本位检测到本位有暖气片片头时执行装载搬运,将暖气片片头送入模具 2 冲压加工,完成后执行抓紧卸载暖气片片头,将暖气片片头放回到运带托盘 7 上之后气缸臂 8 复位,回到初始位置后输出完成指令给运带,然后运带收到所有完成指令后执行装载检测如气缸臂 8 到位,之后执行下一装载冲压循环,周而复始。在此期间因某种因素没有完成加工工序停止工作,停止后无法输出完成指令,运带接收完成指令缺一不可,所有完成指令收到后执行下一工作循环。
以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型的要求保护范围由所附的权利要求书及其等效物界定。

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号