【申请号:201410344729.0;申请人:傅会武;发明人:傅会武】
摘要:
一种抽屉式自动装盒机,包括机架,所述机架上设置有送料机构、推料进仓推内衬出仓机构、内衬料仓、内衬成型机构、折边折盖机构、整抽屉盒装置和成品料仓;所述内衬成型机构包括内衬压块组件、内衬成型模块和内衬成型模块同步带,所述送料机构包括送料同步带,所述送料同步带与所述内衬成型模块同步带并排布置;所述折边折盖机构位于所述内衬压块组件的前方,在所述内衬成型模块同步带的出内衬一侧设置有所述整抽屉盒装置,所述整抽屉盒装置的前方设置有所述成品料仓,所述整抽屉盒装置与所述成品料仓之间设置有抽屉盒同步带。本发明提供一种机械化包装、成本较低、生产效率较高的抽屉式自动装盒机。
要求:
1 .一种抽屉式自动装盒机,包括机架,其特征在于:所述机架上设置有送料机构、推料进仓推内衬出仓机构、内衬料仓、内衬成型机构、折边折盖机构、整抽屉盒装置和成品料仓;所述内衬成型机构包括内衬压块组件、内衬成型模块和内衬成型模块同步带,所述送料机构包括送料同步带,所述送料同步带与所述内衬成型模块同步带并排布置;所述内衬料仓位于与所述送料同步带相重叠并靠近所述内衬成型模块同步带的一侧,所述内衬料仓的下方设置有吸内衬装置,所述吸内衬装置下方设置有内衬传送带,所述内衬传送带与所述内衬成型模块的凹槽相接,所述内衬压块组件位于所述内衬料仓与所述送料同步带之间,所述内衬压块组件包括内衬压块,所述内衬压块位于所述内衬成型模块的凹槽的正上方,所述内衬压块与所述内衬料仓位于同一直线上,所述内衬成型模块均匀分布在所述内衬成型模块同步带上,所述折边折盖机构位于所述内衬压块组件的前方,在所述内衬成型模块同步带的出内衬一侧设置有所述整抽屉盒装置,所述整抽屉盒装置的前方设置有所述成品料仓,所述整抽屉盒装置与所述成品料仓之间设置有抽屉盒同步带;所述推料进仓推内衬出仓机构包括用以将内包物推入内衬的推料杆和用以将内衬推入抽屉盒中的推内衬杆,所述推料杆位于与所述内衬成型模块同步带相重叠部分的送料同步带的一侧;所述推内衬杆位于远离所述整抽屉盒装置的内衬成型模块同步带的一侧,所述推内衬杆与所述整抽屉盒装置的进内衬口正对,所述成品料仓的进盒口与所述整抽屉盒装置的出盒口正对;所述内衬成型模块同步带和所述抽屉盒同步带均与间歇分度驱动装置连接。
2 .如权利要求 1 所述的抽屉式自动装盒机,其特征在于:所述送料同步带的上方设置有用以将内包物整理平整的整料装置,所述整料装置位于远离所述推内衬杆的所述推料杆的一侧并安装在所述机架上,所述送料同步带在靠近所述推料杆的一端设置有用以挡住物料的挡料装置,所述挡料装置位于靠近所述推内衬杆的所述推料杆的一侧。
3 .如权利要求 1 或 2 所述的抽屉式自动装盒机,其特征在于:所述推料进仓推内衬出仓机构还包括推料摇臂、摇臂墙板,所述推料杆与所述推内衬杆分别安装在所述推料摇臂的两端,所述推料摇臂的底部安装有摇臂滑块,所述摇臂滑块与所述摇臂墙板形成滑动副,所述摇臂墙板固定在所述机架上。
4 .如权利要求 1 或 2 所述的抽屉式自动装盒机,其特征在于:所述吸内衬装置包括吸内衬板和吸内衬气泵,所述吸内衬气泵的吸气口与吸气管的一端连接,所述吸气管的另一端与所述吸内衬板连接,所述吸内衬板位于所述内衬料仓与所述内衬传送带之间。
5 .如权利要求 1 或 2 所述的抽屉式自动装盒机,其特征在于:所述内衬压块的顶部固定在压块摇臂上,所述压块摇臂安装在压块支架上。
6 .如权利要求 3 所述的抽屉式自动装盒机,其特征在于:所述推料进仓推内衬出仓机构还包括保险块,所述保险块固定在所述推料摇臂的底部,所述保险块开有口型槽,所述保险块包括推料保险块和推内衬保险块,所述推料杆的一端套装在所述推料保险块的口型槽内,所述推料杆的另一端设置有送料进仓推块,所述推料杆外套装有推料弹簧,所述推料弹簧的一端抵触在所述推料保险块上,其另一端抵触在所述送料进仓推块上,所述推料杆的一端的端部固定有挡片,所述推料保险块在靠近所述挡片的一端设置有送料接近开关;所述推内衬杆的一端套装在所述推内衬保险块的口型槽内,所述推内衬杆的另一端设置有送内衬进仓推块,所述推内衬杆的一端的端部固定有螺杆,所述螺杆外套有推内衬弹簧,所述推内衬保险块在靠近所述螺杆的一端连接有弹簧挡块,所述推内衬弹簧的一端抵触在所述推内衬杆上,所述推内衬弹簧的另一端抵触在所述弹簧挡块上,所述推内衬杆的另一端的上部还固定有推内衬辅助杆,所述推内衬保险块在靠近所述推内衬辅助杆的一端设置有送内衬接近开关,所述推内衬辅助杆的另一端长于所述推内衬杆的另一端;所述送料接近开关和所述送内衬接近开关均与自动装盒机的控制装置连接。
7 .如权利要求 4 所述的抽屉式自动装盒机,其特征在于:所述送料机构还包括设置有用以检测是否有内包物进入的光电开关,所述光电开关位于所述送料同步带的侧边。
技术领域
本发明涉及一种自动装盒机。
背景技术
随着包装行业的现代化发展,为了使得产品的档次得到提高,也使人们能够更好的了解产品,各种各样的装盒方式都相继出现,其中抽屉式就是其中一种。目前,抽屉式装盒都是用手工进行装盒,缺陷是人工成本大、生产效率低。
发明内容
为了克服现有抽屉式装盒的人工成本较大、生产效率较低的不足,本发明提供一种机械化包装、成本较低、生产效率较高的抽屉式自动装盒机。
本发明解决其技术问题所采用的技术方案是:
一种抽屉式自动装盒机,包括机架,所述机架上设置有送料机构、推料进仓推内衬出仓机构、内衬料仓、内衬成型机构、折边折盖机构、整抽屉盒装置和成品料仓;
所述内衬成型机构包括内衬压块组件、内衬成型模块和内衬成型模块同步带,所述送料机构包括送料同步带,所述送料同步带与所述内衬成型模块同步带并排布置;
所述内衬料仓位于与所述送料同步带相重叠并靠近所述内衬成型模块同步带的一侧,所述内衬料仓的下方设置有吸内衬装置,所述吸内衬装置下方设置有内衬传送带,所述内衬传送带与所述内衬成型模块的凹槽相接,所述内衬压块组件位于所述内衬料仓与所述送料同步带之间,所述内衬压块组件包括内衬压块,所述内衬压块位于所述内衬成型模块的凹槽的正上方,所述内衬压块与所述内衬料仓位于同一直线上,所述内衬成型模块均匀分布在所述内衬成型模块同步带上,所述折边折盖机构位于所述内衬压块组件的前方,在所述内衬成型模块同步带的出内衬一侧设置有所述整抽屉盒装置,所述整抽屉盒装置的前方设置有所述成品料仓,所述整抽屉盒装置与所述成品料仓之间设置有抽屉盒同步带;
所述推料进仓推内衬出仓机构包括用以将内包物推入内衬的推料杆和用以将内衬推入抽屉盒中的推内衬杆,所述推料杆位于与所述内衬成型模块同步带相重叠部分的送料同步带的一侧;所述推内衬杆位于远离所述整抽屉盒装置的内衬成型模块同步带的一侧,所述推内衬杆与所述整抽屉盒装置的进内衬口正对,所述成品料仓的进盒口与所述整抽屉盒装置的出盒口正对;
所述内衬成型模块同步带和所述抽屉盒同步带均与间歇分度驱动装置连接。
进一步,所述送料同步带的上方设置有用以将内包物整理平整的整料装置,所述整料装置位于远离所述推内衬杆的所述推料杆的一侧并安装在所述机架上,所述送料同步带在靠近所述推料杆的一端设置有用以挡住物料的挡料装置,所述挡料装置位于靠近所述推内衬杆的所述推料杆的一侧。
再进一步,所述推料进仓推内衬出仓机构还包括推料摇臂、摇臂墙板,所述推料杆与所述推内衬杆分别安装在所述推料摇臂的两端,所述推料摇臂的底部安装有摇臂滑块,所述摇臂滑块与所述摇臂墙板形成滑动副,所述摇臂墙板固定在所述机架上。
再进一步,所述吸内衬装置包括吸内衬板和吸内衬气泵,所述吸内衬气泵的吸气口与吸气管的一端连接,所述吸气管的另一端与所述吸内衬板连接,所述吸内衬板位于所述内衬料仓与所述内衬传送带之间。
再进一步,所述内衬压块的顶部固定在压块摇臂上,所述压块摇臂安装在压块支架上。
更进一步,所述推料进仓推内衬出仓机构还包括保险块,所述保险块固定在所述推料摇臂的底部,所述保险块开有口型槽,所述保险块包括推料保险块和推内衬保险块,所述推料杆的一端套装在所述推料保险块的口型槽内,所述推料杆的另一端设置有送料进仓推块,所述推料杆外套装有推料弹簧,所述推料弹簧的一端抵触在所述推料保险块上,其另一端抵触在所述送料进仓推块上,所述推料杆的一端的端部固定有挡片,所述推料保险块在靠近所述挡片的一端设置有送料接近开关;所述推内衬杆的一端套装在所述推内衬保险块的口型槽内,所述推内衬杆的另一端设置有送内衬进仓推块,所述推内衬杆的一端的端部固定有螺杆,所述螺杆外套有推内衬弹簧,所述推内衬保险块在靠近所述螺杆的一端连接有弹簧挡块,所述推内衬弹簧的一端抵触在所述推内衬杆上,所述推内衬弹簧的另一端抵触在所述弹簧挡块上,所述推内衬杆的另一端的上部还固定有推内衬辅助杆,所述推内衬保险块在靠近所述推内衬辅助杆的一端设置有送内衬接近开关,所述推内衬辅助杆的另一端长于所述推内衬杆的另一端;所述送料接近开关和所述送内衬接近开关均与自动装盒机的控制装置连接。
更进一步,所述送料机构还包括设置有用以检测是否有内包物进入的光电开关,所述光电开关位于所述送料同步带的侧边。
本发明的主要有益效果表现在:
1 、内衬料仓的下方设置了吸内衬装置,吸内衬装置上安装了三个吸盘,确保内衬出仓的成功率;
2 、机架上设有负压气阀块和负压气阀输送带,大大消除了内衬板下内衬时犹豫弹性力及惯性力作用产生反弹复位而造成的内衬板落位不准确的问题,并且由于采用平均传动比和瞬间传动比都相对准确的同步带传动,遂可以将同步带分成两条使用,使本发明的吸内衬摆臂在下料时有充足的活动空间,保证连续下料;
3 、机械化包装、成本较低、生产效率较高。
附图说明
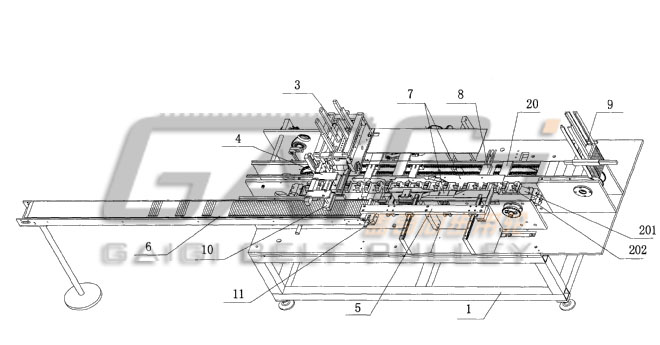
图 1 是抽屉式自动装盒机的结构示意图;
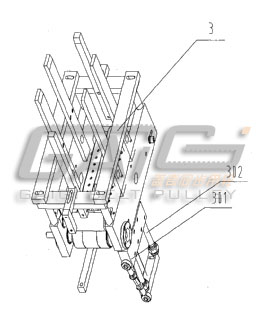
图 2 是吸盒装置的结构示意图;
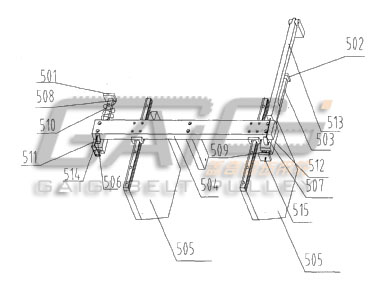
图 3 是推料进仓推盒出仓机构的结构示意图;
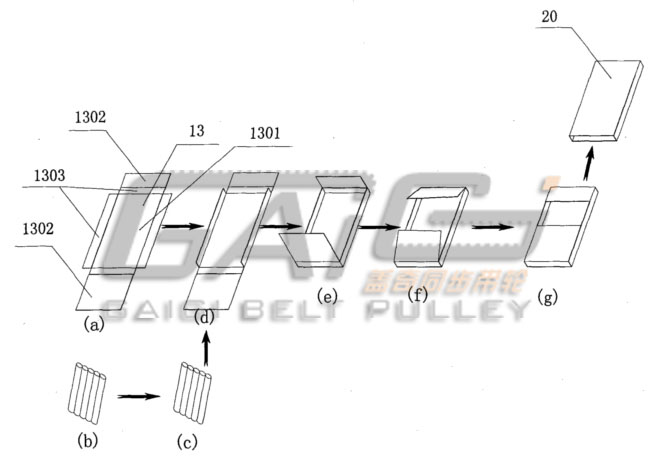
图 4 是内衬包装流程图,其中( a )是吸内衬, ( b )是送料, ( c )是进料, ( d )是压内衬, ( e )是折侧边, ( f )是折衬盖, ( g )是推内衬。
具体实施方式
下面结合附图对本发明做进一步描述。
参照图 1 一图 4 ,一种抽屉式自动装盒机,包括机架 1 ,所述机架 1 上设置有送料机构 6 、推料进仓推内衬出仓机构 5 、内衬料仓 3 、内衬成型机构、折边折盖机构 7 、整抽屉盒装置 8 和成品料仓 9 ;
所述内衬成型机构包括内衬压块组件 4 、内衬成型模块 202 和内衬成型模块同步带 201 ,所述送料机构 6 包括送料同步带,所述送料同步带与所述内衬成型模块同步带 201 并排布置;
所述内衬料仓 3 位于与所述送料同步带相重叠并靠近所述内衬成型模块同步带 201 的一侧,所述内衬料仓 3 的下方设置有吸内衬装置,所述吸内衬装置 301 下方设置有内衬传送带,所述内衬传送带与所述内衬成型模块 202 的凹槽相接,所述内衬压块组件 4 位于所述内衬料仓 3 与所述送料同步带之间,所述内衬压块组件 4 包括内衬压块,所述内衬压块位于所述内衬成型模块 202 的凹槽的正上方,所述内衬压块与所述内衬料仓 3 位于同一直线上,所述内衬成型模块 202 均匀分布在所述内衬成型模块同步带 201 上,所述折边折盖机构 7 位于所述内衬压块组件 4 的前方,在所述内衬成型模块同步带 201 的出内衬一侧设置有所述整抽屉盒装置 8 ,所述整抽屉盒装置 8 的前方设置有所述成品料仓 9 ,所述整抽屉盒装置 8 与所述成品料仓 9 之间设置有抽屉盒同步带; [ 0 025 ]所述推料进仓推内衬出仓机构 5 包括用以将内包物推入内衬的推料杆 510 和用以将内衬推入抽屉盒中的推内衬杆 503 ,所述推料杆 510 位于与所述内衬成型模块同步带 201 相重叠部分的送料同步带的一侧;所述推内衬杆 503 位于远离所述整抽屉盒装置 8 的内衬成型模块同步带 201 的一侧,所述推内衬杆 503 与所述整抽屉盒装置 8 的进内衬口正对,所述成品料仓 9 的进盒口与所述整抽屉盒装置 8 的出盒口正对;
所述内衬成型模块同步带 201 和所述抽屉盒同步带均与间歇分度驱动装置连接。
进一步,所述送料同步带的上方设置有用以将内包物整理平整的整料装置 10 ,所述整料装置 10 位于远离所述推内衬杆 503 的所述推料杆 510 的一侧并安装在所述机架 1 上,所述送料同步带在靠近所述推料杆 510 的一端设置有用以挡住物料的挡料装置 11 ,所述挡料装置 H 位于靠近所述推内衬杆 503 的所述推料杆 510 的一侧。
再进一步,所述推料进仓推内衬出仓机构 5 还包括推料摇臂 504 、摇臂墙板 505 ,所述推料杆 510 与所述推内衬杆 503 分别安装在所述推料摇臂 504 的两端,所述推料摇臂 504 的底部安装有摇臂滑块 502 ,所述摇臂滑块 502 与所述摇臂墙板 505 形成滑动副,所述摇臂墙板 505 固定在所述机架 1 上。
再进一步,所述吸内衬装置 301 包括吸内衬板和吸内衬气泵,所述吸内衬气泵的吸气口与吸气管 302 的一端连接,所述吸气管 302 的另一端与所述吸内衬板连接,所述吸内衬板位于所述内衬料仓 3 与所述内衬传送带之间。
再进一步,所述内衬压块的顶部固定在压块摇臂上,所述压块摇臂安装在压块支架上。
更进一步,所述推料进仓推内衬出仓机构 5 还包括保险块,所述保险块固定在所述推料摇臂 504 的底部,所述保险块开有口型槽,所述保险块包括推料保险块 SH 和推内衬保险块 512 ,所述推料杆 510 的一端套装在所述推料保险块 SH 的口型槽内,所述推料杆 510 的另一端设置有送料进仓推块 501 ,所述推料杆 510 外套装有推料弹簧 508 ,所述推料弹簧 508 的一端抵触在所述推料保险块 SH 上,其另一端抵触在所述送料进仓推块 501 上,所述推料杆 510 的一端的端部固定有挡片 514 ,所述推料保险块 SH 在靠近所述挡片 514 的一端设置有送料接近开关 506 ;所述推内衬杆 503 的一端套装在所述推内衬保险块 512 的口型槽内,所述推内衬杆 503 的另一端设置有送内衬进仓推块 502 ,所述推内衬杆 503 的一端的端部固定有螺杆,所述螺杆外套有推内衬弹簧 509 ,所述推内衬保险块 512 在靠近所述螺杆的一端连接有弹簧挡块 515 ,所述推内衬弹簧 509 的一端抵触在所述推内衬杆 503 上,所述推内衬弹簧 509 的另一端抵触在所述弹簧挡块 515 上,所述推内衬杆 503 的另一端的上部还固定有推内衬辅助杆 513 ,所述推内衬保险块 512 在靠近所述推内衬辅助杆 513 的一端设置有送内衬接近开关 507 ,所述推内衬辅助杆 513 的另一端长于所述推内衬杆 503 的另一端;所述送料接近开关 506 所述送内衬接近开关 507 动装盒机的控制装置连接。
更进一步,所述送料机构 6 包括设置有用以检测是否有内包物进入的光电开关,所述光电开关位于所述送料同步带的侧边。
本实施例中,整料装置 10 整理送料同步带送来的内包物,使得内包物平整、规律;间歇分度驱动装置为精密间歇分度箱;内衬料仓 3 与内衬压块位于同一直线,以便内衬准确进入工位;吸内衬装置 301 与主传动轴的大摆臂连接;内衬压块位于内衬成型模块 202 上方并与内衬成型模块 202 相互对应;送料机构 6 包括送料同步带、送料同步轮,在送料机构上设有光电开关,光电开关为吸内衬气泵的启动开关,吸内衬气泵位于内衬料仓 3 的下方;保险块上的接近开关是防止内衬或进仓料移位而产生撞击的一个电子装置,推内衬杆 503 的一端的端部与推内衬保险块 512 后端部对齐,弹簧挡块 515 与推内衬杆 503 的一端的端部用一根螺杆连接,推内衬弹簧 509 被压在弹簧挡块 515 和推内衬杆 503 之间且绕在螺杆上,弹簧挡块 515 靠两根销轴与推内衬保险块 512 连接,销轴的一端固定在弹簧挡块 515 上,销轴的另一端与推内衬保险块 512 上的销孔配合。
内衬 13 包括衬底 1301 、两个衬盖 1302 和四个侧边 1303 ,四个侧边 1303 位于衬底 1301 的四周,两个衬盖 1302 分别连接在两个相对的侧边 1303 上。
本发明的工作过程:所述送料机构 6 包括有送料同步带、送料同步轮,料经过同步带输送,由推料进仓推内衬出仓机构 5 推送,进入内衬成型模块 202 ;推料进仓推内衬出仓机构 5 的推料摇臂 504 的两端分别设置有推料杆 510 和推内衬杆 503 ,推料杆 510 和推内衬杆 503 分别套装在保险块口型槽内,当推料不稳发生冲撞时送料的推料杆 510 从推料保险块 SH 中后退,光电开关远离推料杆 510 上固定的铁片,光电开关连接着装盒机的控制装置,机械停止工作;当推内衬不稳发生冲撞时推内衬的推内衬杆 503 从推内衬保险块 512 中后退,弹簧被压缩,弹簧挡块 515 被弹出,推内衬辅助杆 513 后端靠近光电开关,光电开关连接着装盒机的控制装置,机械停止工作。
内包物如香烟送入内衬成型模块 202 之前,在送料机构 6 上设有光电开关,光电开关控制吸内衬气泵,当有料通过光电开关时,吸内衬气泵启动开始工作,从内衬料仓 3 中吸下内衬 13 ,再经过吸内衬板和输送带的输送,进入内衬压块组件 4 ;内衬压块会将内衬压入内衬成型模块 202 的凹槽内,内衬成型模块 202 在内衬成型模块同步带 201 的输送下经间歇分度驱动装置的驱动,内衬成型模块 202 在送料仓前方间歇停顿,经整料装置 10 整理好的内包物依规定数量通过推料杆 510 将其推入刚到工位的内衬中,间歇分度驱动装置继续驱动,装有内包物的内衬经过折边折盖机构 7 折好后成型,接着被推料进仓推内衬出仓机构 5 的推内衬杆 503 推入刚被整抽屉盒装置 10 整成型的抽屉盒 20 中,最后抽屉盒同步带继续由间歇分度驱动装置带动将成品送到成品料仓 9 中。

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号