摘要:
本发明公开了一种全自动活塞环成型机的传动装置,该装置是由机座面板、主轴底板、伺服电机,主动齿形同步带轮、主轴、分别安装在各自主轴上的第一齿形主轴同步带轮、第二齿形主轴同步带轮、第三齿形主轴同步带轮和第四齿形主轴同步带轮、固定在机座面板下方的左惰轮底板和右惰轮底板、第一平型惰轮、第二平型惰轮、第三平型惰轮、第四平型惰轮、齿形惰轮和齿轮涨紧调节装置组成,本发明采用四只平型惰轮与齿轮惰轮在不同位置的安装,保证了四只主轴上的齿型主轴同步带轮连同主轴上精密轧波模具同向同步旋转,结构简单紧凑,传动时噪音小,安全性好,调整方便,达到了活塞环轧波工序所需要的要求,保证了产品质量,且制造成本较低。
要求:
1.一种全自动活塞环成型机的传动装置,包括机座面板(1)、设在机座面板(1)上方的主轴底板(2)和伺服电机(3),其特征是:该传动装置还包括主动齿形同步带轮(4)、分别固定在主轴底板(2)上的主轴(5)、分别安装在各自主轴(5)上的第一齿形主轴同步带轮(6)、第二齿形主轴同步带轮(7)、第三齿形主轴同步带轮(8)和第四齿形主轴同步带轮(9)、固定在机座面板(1)下方的左惰轮底板(10)和右惰轮底板(11)、第一平型惰轮(12)、第二平型惰轮(13)、第三平型惰轮(14)、第四平型惰轮(15)、齿形惰轮(16)和齿轮涨紧调节装置;所述主动齿形同步带轮(4)安装在伺服电机(3)的主轴上,第一齿形主轴同步带轮(6)、第二齿形主轴同步带轮(7)、第三齿形主轴同步带轮(8)和第四齿形主轴同步带轮(9)平行固定安装在机座面板(1)上方的主轴底板(2)上,第一平型惰轮(9)、第二平型惰轮(10)、第四平型惰轮(12)和齿型涨紧调节装置固定设在左惰轮底板(10)上,第三平型惰轮(14)和齿形惰轮(16)固定设在右惰轮底板(11)上,第一平型惰轮(12)和第二平型惰轮(13)安装在左惰轮底板(10)的上部,第四平型惰轮(15)和齿轮涨紧调节装置安装在左惰轮底板(10)的下部,第三平型惰轮(14)安装在右惰轮底板(11)的上部,齿形惰轮(16)安装在右惰轮底板(11)的下部;所述齿轮涨紧调节装置是由调整螺丝(17)、滑块(18)和齿形涨紧轮(19)组成,滑块(18)活动设在左惰轮底板(10)上,齿形涨紧轮(19)安装在滑块(18)上;所述主动齿形同步带轮(4)与第一齿形主轴同步带轮(6)、第一平型惰轮(12)、第二齿形主轴同步带轮(7)、第二平型惰轮(13)、第三齿形主轴同步带轮(8)、第三平型惰轮(14)、第四齿形主轴同步带轮(9)齿形惰轮(16)、齿型涨紧轮(19)和第四平型惰轮(15)之间通过齿形同步带(20)连接。
(一)技术领域:
本发明属于机械设备领域,具体涉及一种全自动活塞环成型机的传动装置。
(二)背景技术:
目前,国内活塞环制造企业所使用的活塞环轧波机的传动机构,大都采用齿轮或链条传动,机械结构复杂,传动时噪音大,易磨损,安全性差,由于磨损严重,各轧轮主轴速度很难达到一致,不仅影响了活塞环的加工质量,生产效率低下,而且制造成本较高,不方便维修及调整。
(三)发明内容:
本发明的目的在于提供一种全自动活塞环成型机的传动装置,该装置结构简单紧凑,传动时噪音小,安全性好,调整方便,达到了活塞环轧波工序所需要的要求,保证了产品质量,且制造成本较低。
为达到上述目的,本发明一种全自动活塞环成型机的传动装置,包括机座面板、设在机座面板上方的主轴底板和伺服电机,其特征是:该传动装置还包括主动齿形同步带轮、分别固定在主轴底板上的主轴、分别安装在各自主轴上的第一齿形主轴同步带轮、第二齿形主轴同步带轮、第三齿形主轴同步带轮和第四齿形主轴同步带轮、固定在机座面板下方的左惰轮底板和右惰轮底板、第一平型惰轮、第二平型惰轮、第三平型惰轮、第四平型惰轮、齿形惰轮和齿轮涨紧调节装置;所述主动齿形同步带轮安装在伺服电机的主轴上,第一齿形主轴同步带轮、第二齿形主轴同步带轮、第三齿形主轴同步带轮和第四齿形主轴同步带轮平行固定安装在机座面板上方的主轴底板上,第一平型惰轮、第二平型惰轮、第四平型惰轮和齿型涨紧调节装置固定设在左惰轮底板上,第三平型惰轮和齿形惰轮固定设在右惰轮底板上,第一平型惰轮和第二平型惰轮安装在左惰轮底板的上部,第四平型惰轮和齿轮涨紧调节装置安装在左惰轮底板的下部,第三平型惰轮安装在右惰轮底板的上部,齿形惰轮安装在右惰轮底板的下部;所述齿轮涨紧调节装置是由调整螺丝、滑块和齿形涨紧轮组成,滑块活动设在左惰轮底板上,齿形涨紧轮安装在滑块上;所述主动齿形同步带轮与第一齿形主轴同步带轮、第一平型惰轮、第二齿形主轴同步带轮、第二平型惰轮、第三齿形主轴同步带轮、第三平型惰轮、第四齿形主轴同步带轮、齿形惰轮、齿型涨紧轮和第四平型惰轮之间通过齿形同步带连接。
在上述技术方案中,在伺服电机的主轴上安装有主动齿形同步带轮,伺服电机的旋转通过齿型同步带带动主动齿形同步带轮旋转,再分别通过齿形同步带带动第一齿形主轴同步带轮、第一平型惰轮、第二齿形主轴同步带轮、第二平型惰轮、第三齿形主轴同步带轮、第三平型惰轮、第四齿形主轴同步带轮、齿形惰轮、齿型涨紧轮和第四平型惰轮旋转,由于四只平型惰轮与齿轮惰轮在不同位置的安装及与齿型同步带不同的接触型式,而改变了齿型同步带运行方向,保证了四只主轴上的齿型主轴同步带轮连同主轴上精密轧波模具同向同步旋转,满足了活塞环轧波的同步要求,且使传动机构简单化。本发明的整个传动机构均安装在机座面板内部,有以下优点:第一,结构简单紧凑,制造成本较低;第二,传动时噪音小,安全性好;第三,通过齿轮涨紧调节装置调节齿形同步带的松紧度,调整方便;第四,磨损小,满足了活塞环轧波工序所需要的要求,保证了产品质量。
(四)附图说明:
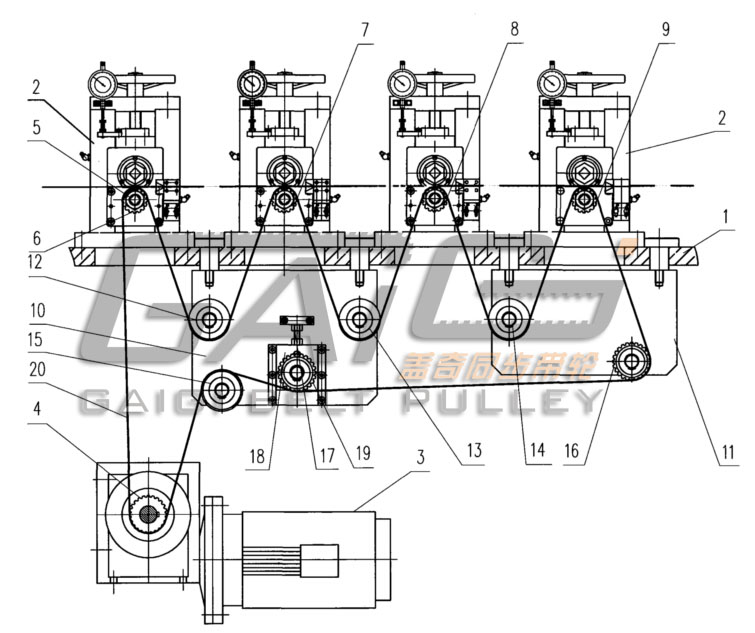
图1是本发明一种全自动活塞环成型机的传动装置的结构示意图;
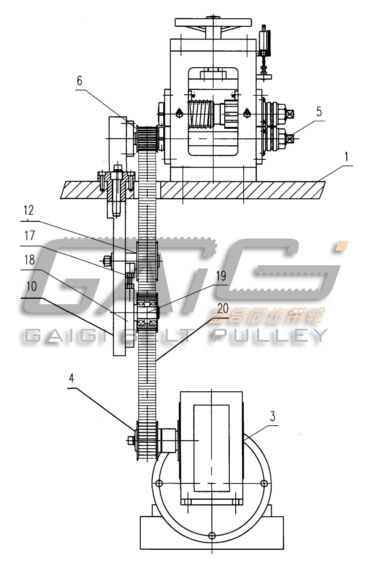
图2是图1的左视图。
(五)具体实施方式
下面结合附图对本发明的一种全自动活塞环成型机的传动装置作进一步详细说明。
由图1、图2可见,本实施例的一种全自动活塞环成型机的传动装置是由机座面板1、固定安装在机座面板1上方的主轴底板2、伺服电机3,主动齿形同步带轮4、分别固定在主轴底板2上的主轴5、分别安装在各自主轴5上的第一齿形主轴同步带轮6、第二齿形主轴同步带轮7、第三齿形主轴同步带轮8和第四齿形主轴同步带轮9、固定在机座面板1下方的左惰轮底板10和右惰轮底板11、第一平型惰轮12、第二平型惰轮13、第三平型惰轮14、第四平型惰轮15、齿形惰轮16和齿轮涨紧调节装置组成。主动齿形同步带轮4通过螺丝安装在伺服电机3的主轴上,第一齿形主轴同步带轮6、第二齿形主轴同步带轮7、第三齿形主轴同步带轮8和第四齿形主轴同步带轮9通过螺丝分别平行安装各自的主轴5上,第一平型惰轮9、第二平型惰轮10、第四平型惰轮12和齿型涨紧调节装置通过螺丝安装在左惰轮底板10上,第三平型惰轮14和齿形惰轮16通过螺丝安装在右惰轮底板11上,第一平型惰轮12和第二平型惰轮13安装在左惰轮底板10的上部,第四平型惰轮15和齿轮涨紧调节装置安装在左惰轮底板10的下部,第三平型惰轮14安装在右惰轮底板11的上部,齿形惰轮16安装在右惰轮底板11的下部。齿轮涨紧调节装置是由调整螺丝17、滑块18和齿形涨紧轮19组成,滑块18活动安装在左惰轮底板10上,可以在左惰轮底板10上上下滑动,齿形涨紧轮19安装在滑块18上。主动齿形同步带轮4与第一齿形主轴同步带轮6、第一平型惰轮12、第二齿形主轴同步带轮7、第二平型惰轮13、第三齿形主轴同步带轮8、第三平型惰轮14、第四齿形主轴同步带轮9齿形惰轮16、齿型涨紧轮19和第四平型惰轮15之间通过齿形同步带20连接。本实施例中,通过旋转调整螺丝17,推动滑块18上下移动,从而带动齿形涨紧轮19上下移动,达到调节齿形同步带20松紧的目的。
在上述实施例中,在伺服电机3的主轴上安装有主动齿形同步带轮4,伺服电机3的旋转通过齿型同步带20带动主动齿形同步带轮4旋转,再通过齿形同步带20分别带动第一齿形主轴同步带轮6、第一平型惰轮12、第二齿形主轴同步带轮7、第二平型惰轮13、第三齿形主轴同步带轮8、第三平型惰轮14、第四齿形主轴同步带轮9齿形惰轮16、齿型涨紧轮19和第四平型惰轮15旋转,由于四只平型惰轮与齿轮惰轮在不同位置的安装及与齿型同步带不同的接触型式,而改变了齿型同步带运行方向,保证了四只主轴上的齿型主轴同步带轮连同主轴上精密轧波模具同向同步旋转,满足了活塞环轧波的同步要求,且使传动机构简单化。本实施例的整个传动机构均安装在机座面板1内部,结构简单紧凑,传动时噪音小,安全性好,调整方便,达到了活塞环轧波工序所需要的要求,保证了产品质量,且制造成本较低。

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号