装配U盘的自动化生产装置
摘要:
本发明公开了一种装配U盘的自动化生产装置,包括外壳同步带和与其相对应设置的胶件同步带,外壳同步带和胶件同步带上分别设有输送U盘的原料盒;外壳同步带和胶件同步带外侧分别设有外壳曲柄滑块机构和胶件曲柄滑块机构;与外壳曲柄滑块机构和胶件曲柄滑块机构对应的外壳同步带和胶件同步带侧设有外壳预行程台和胶件预行程台;外壳同步带和胶件同步带上分别设有轨道,轨道下方设有夹持机构,轨道端部相对接,对接处设有开件机构;由外壳同步带、胶件同步带、外壳曲柄滑块机构和胶件曲柄滑块机构、外壳夹持机构、胶件夹持机构及开件机构配合控制电机完成U盘装配。该生产装置节省人力物力,减少开支,自动装配提高了生产效率和经济效益。
要求:
1.一种装配U盘的自动化生产装置,其特征在于,包括外壳同步带(1)和与 其相对应设置的胶件同步带(4),所述外壳同步带(1)上设有输送U盘外壳的外壳 原料盒(2),所述胶件同步带(4)上设有输送U盘胶件的胶件原料盒(5);所述外 壳同步带(1)和胶件同步带(4)外侧分别设有外壳曲柄滑块机构(3)和胶件曲柄滑 块机构(6);与所述外壳曲柄滑块机构(3)和胶件曲柄滑块机构(6)对应的外壳同 步带(1)和胶件同步带(4)的侧部设有外壳预行程台(12)和胶件预行程台(13);所述 胶件同步带(4)端部设有与所述外壳预行程台(12)相对接的胶件同步带轨道(7), 所述胶件预行程台(13)端部设有与其相垂直布置的外壳同步带轨道(8),且外壳同 步带轨道(8)与胶件同步带轨道(7)端部相对接,对接处设有开件机构(11);所述 胶件同步带轨道(7)下方设有外壳夹持机构(9),外壳同步带轨道(8)下方设有胶件 夹持机构(10);由所述外壳同步带(1)、胶件同步带(4)、外壳曲柄滑块机构(3)、 胶件曲柄滑块机构(6)、外壳夹持机构(9)、胶件夹持机构(10)及开件机构(11)配合 单片机控制电机完成U盘装配。
2.根据权利要求1所述一种装配U盘的自动化生产装置,其特征在于,所 述外壳同步带(1)上设有将外壳原料盒(2)中的一排U盘外壳带出的格挡。
3.根据权利要求1所述一种装配U盘的自动化生产装置,其特征在于,所 述胶件同步带(4)上设有将U盘胶件带出的格挡。
4.根据权利要求2或3所述一种装配U盘的自动化生产装置,其特征在于, 所述外壳曲柄滑块机构(3)和胶件曲柄滑块机构(6)上分别设有推送U盘外壳和U 盘胶件的推柄,所述推送U盘外壳的推柄通过控制电机带动外壳曲柄滑块机构 (3)将U盘外壳推送入外壳预行程台(12),所述推送U盘胶件的推柄通过控制电 机带动胶件曲柄滑块机构(6)将U盘胶件推送入胶件预行程台(13)。
5.根据权利要求1所述一种装配U盘的自动化生产装置,其特征在于,所 述设在胶件同步带轨道(7)下方的外壳夹持机构(9)连接在由电机齿轮啮合的齿条 上,所述胶件同步带轨道(7)设在齿条上且能够沿其前后滑动。
6.根据权利要求1所述一种装配U盘的自动化生产装置,其特征在于,所 述设在外壳同步带轨道(8)下方的胶件夹持机构(10)连接在由电机齿轮啮合的 齿条上,所述外壳同步带轨道(8)设在齿条上且能够沿其前后滑动。
7.根据权利要求5或6所述一种装配U盘的自动化生产装置,其特征在于, 所述外壳夹持机构(9)和胶件夹持机构(10)端部设有夹持部。
8.根据权利要求1所述一种装配U盘的自动化生产装置,其特征在于,所 述开件机构(11)连接在由单片机控制的电机输出轴上,开件机构(11)为一与U盘 外壳体积相对应的夹持体,夹持体的端部设有用于撬开U盘外壳的开口。
一种装配U盘的自动化生产装置
技术领域
本发明属于机械生产领域,涉及一种装配U盘的自动化生产装置。
背景技术
随着自动化水平的不断提高,科技不断进步,U盘也成了人们日常工作、 生活的必需品,U盘给人们带来的方便不言而喻。
伴随着科技的发展,U盘的生产目前也已经达到了流水线生产,与此同时 出现了一个问题:大量的U盘构件需要装配,而目前的U盘生产企业都是靠工 人手工装配,这样会耗费很大的人力物力,使得企业资金预算增加,限制企业 的生产效率,严重影响企业的竞争力。
发明内容
本发明的目的在于设计一种装配U盘的自动化生产装置,在装配U盘时不 用再耗费大量人力物力,减少了开支,安装外壳原料盒和胶件原料盒后可以完 成自动装配,提高了生产效率经济效益,进一步促进了生产自动化的发展。
本发明的目的是通过下述技术方案来实现的。
一种装配U盘的自动化生产装置,包括外壳同步带和与其相对应设置的胶 件同步带,所述外壳同步带上设有输送U盘外壳的外壳原料盒,所述胶件同步 带上设有输送U盘胶件的胶件原料盒;所述外壳同步带和胶件同步带外侧分别 设有外壳曲柄滑块机构和胶件曲柄滑块机构;与所述外壳曲柄滑块机构和胶件 曲柄滑块机构对应的外壳同步带和胶件同步带侧部设有外壳预行程台和胶件预 行程台;所述胶件同步带端部设有与所述外壳预行程台相对接的胶件同步带轨 道,所述胶件预行程台端部设有与其相垂直布置的外壳同步带轨道,且外壳同 步带轨道与胶件同步带轨道端部相对接,对接处设有开件机构;所述胶件同步 带轨道下方设有外壳夹持机构,外壳同步带轨道下方设有胶件夹持机构;由所 述外壳同步带、胶件同步带、外壳曲柄滑块机构、胶件曲柄滑块机构、外壳夹 持机构、胶件夹持机构及开件机构配合单片机控制电机完成U盘装配。
进一步地,所述外壳同步带上设有将外壳原料盒中的一排U盘外壳带出的 格挡。
进一步地,所述胶件同步带上设有将U盘胶件带出的格挡。
进一步地,所述外壳曲柄滑块机构和胶件曲柄滑块机构上分别设有推送U 盘外壳和U盘胶件的推柄,所述推送U盘外壳的推柄通过控制电机带动外壳曲 柄滑块机构将U盘外壳推送入外壳预行程台,所述推送U盘胶件的推柄通过控 制电机带动胶件曲柄滑块机构将U盘胶件推送入胶件预行程台。
进一步地,所述设在胶件同步带轨道下方的外壳夹持机构连接在由电机齿轮 啮合的齿条上,所述胶件同步带轨道设在齿条上且能够沿其前后滑动。
进一步地,所述设在外壳同步带轨道下方的胶件夹持机构连接在由电机齿轮 啮合的齿条上,所述外壳同步带轨道设在齿条上且能够沿其前后滑动。
进一步地,所述外壳夹持机构和胶件夹持机构端部设有夹持部。
进一步地,所述开件机构连接在由单片机控制的电机输出轴上,开件机构 为一与U盘外壳体积相对应的夹持体,夹持体的端部设有用于撬开U盘外壳的 开口。
本发明通过安装外壳原料盒和胶件原料盒后,由外壳同步带和胶件同步带 将U盘外壳和U盘胶件带出,再通过曲柄滑块机构推送U盘进入相应的预行程 台,再由相应的夹持机构夹持着外壳和胶件向前输送,最后在开件机构前端按 照预先设定的装配顺序可以完成自动装配,在装配U盘时不用再耗费大量人力 物力,充分提高了生产效率以及企业的竞争力,可在企业、工厂等装配U盘的 生产设备中推广应用。
附图说明
下图结合实施图对本发明作进一步说明:
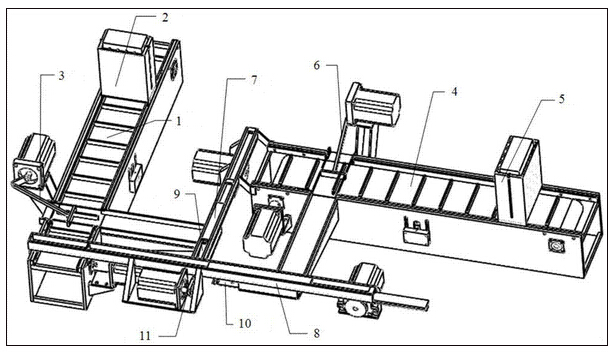
图1是本发明一种装配U盘的自动化生产装置的结构示意图;
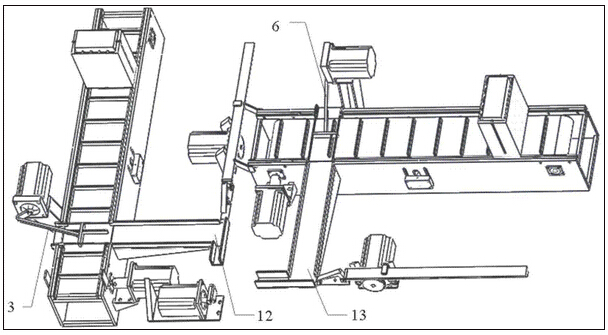
图2是本发明一种装配U盘的自动化生产装置具体预行程台面示意图;
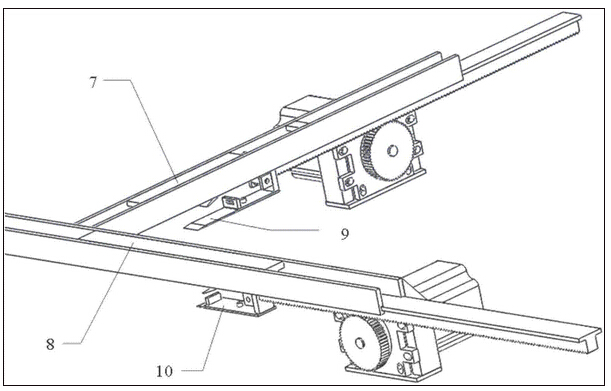
图3是本发明一种装配U盘的自动化生产装置轨道与夹持机构配合示意图;
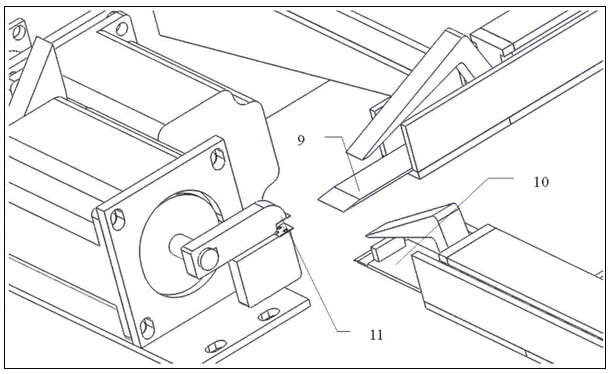
图4是本发明一种装配U盘的自动化生产装置具体装配位置示意图。
图中:1、外壳同步带,2、外壳原料盒,3、外壳曲柄滑块机构,4、胶件 同步带,5、胶件原料盒,6、胶件曲柄滑块机构,7、胶件同步带轨道,8、外 壳同步带轨道,9、外壳夹持机构,10、胶件夹持机构,11、开件机构,12、外 壳预行程台,13、胶件预行程台。
具体实施方式
如图1所示,本发明一种装配U盘的自动化生产装置,包括外壳同步带1 和与其相对应设置的胶件同步带4,外壳同步带1上设有输送U盘外壳的外壳 原料盒2,外壳同步带1上设有将外壳原料盒2中的一排U盘外壳带出的格挡; 胶件同步带4上设有输送U盘胶件的胶件原料盒5;胶件同步带4上设有将U 盘胶件带出的格挡;外壳同步带1和胶件同步带4外侧分别设有外壳曲柄滑块 机构3和胶件曲柄滑块机构6,外壳曲柄滑块机构3和胶件曲柄滑块机构6上分 别设有推送U盘外壳和U盘胶件的推柄;与所述外壳曲柄滑块机构3和胶件曲 柄滑块机构6对应的外壳同步带1和胶件同步带4的侧部设有外壳预行程台12 和胶件预行程台13;推送U盘外壳的推柄通过控制电机带动外壳曲柄滑块机构 3将U盘外壳推送入外壳预行程台12,所述推送U盘胶件的推柄通过控制电机 带动胶件曲柄滑块机构6将U盘胶件推送入胶件预行程台13。胶件同步带4端 部设有与所述外壳预行程台12相对接的胶件同步带轨道7,胶件预行程台13端 部设有与其相垂直布置的外壳同步带轨道8,且外壳同步带轨道8与胶件同步带 轨道7端部相对接,对接处设有开件机构11;胶件同步带轨道7下方设有外壳 夹持机构9,外壳同步带轨道8下方设有胶件夹持机构10,外壳夹持机构9和 胶件夹持机构10端部设有夹持部;设在胶件同步带轨道7下方的外壳夹持机构 9连接在由电机齿轮啮合的齿条上,胶件同步带轨道7设在齿条上且能够沿其前 后滑动;设在外壳同步带轨道8下方的胶件夹持机构10连接在由电机齿轮啮合 的齿条上,外壳同步带轨道8设在齿条上且能够沿其前后滑动。由所述外壳同 步带1、胶件同步带4、外壳曲柄滑块机构3、胶件曲柄滑块机构6、外壳夹持 机构9、胶件夹持机构10及开件机构11配合单片机控制电机完成U盘装配。
如图2所示,由控制电机带动外壳曲柄滑块机构3将U盘外壳推送入外壳 预行程台12;由控制电机带动胶件曲柄滑块机构6将U盘胶件推送入胶件预行 程台13。
如图3所示,外壳夹持机构9和胶件夹持机构10分别与相应轨道配合,在 控制电机带动下可以前后滑动,能够实现铲起并夹持外壳和胶件的功能。
如图4所示,开件机构11连接在由单片机控制的电机输出轴上,开件机构 11为一与U盘外壳体积相对应的夹持体,夹持体的端部设有用于撬开U盘外壳 的开口。由胶件夹持机构运送胶件到固定位置,完成与U盘外壳的装配。
上述一种装配U盘的自动化生产装置,通过同步带上的格挡分别将U盘外 壳和U盘胶件带出,输送到指定位置;在控制电机作用下,曲柄滑块机构分别 将U盘外壳和U盘胶件输送到相应预行程台(预行程台上始终横向并排放置一定 数目U盘,这样可以保证曲柄滑块机构每次推送一个U盘上铲);再通过胶件同 步带轨道7和外壳夹持机构9的滑动配合以及外壳同步带轨道8和胶件夹持机 构10的滑动配合,用控制电机来驱动夹持机构分别将U盘外壳和U盘胶件铲 起并夹持向前输送,准备装配;U盘外壳会先于U盘胶件到达指定位置,通过 控制电机来控制开件机构11开合,提前撬开U盘外壳,再由胶件夹持机构10 输送U盘胶件到固定位置与U盘外壳完成装配。安装在电机输出轴上的开件机 构能够随单片机控制电机沿水平轴线向上3°-5°方向正反向旋转,在U盘外 壳送达时,开件机构前端开口向上3°-5°旋转撬开U盘外壳,进而松开U盘 外壳,由胶件夹持机构10及时输送U盘胶件与撬开U盘外壳相接,U盘外壳依 据其自身弹性夹持U盘胶件,然后开件机构反转5°回到初始位置;胶件夹持 机构10继续携带完整的U盘向前输送,到达指定位置释放U盘,整个装配过 程完成;紧接着,由控制电机来驱动外壳夹持机构9和胶件夹持机构10迅速回 到初始位置,开始下一个U盘的装配过程;企业不用再消耗大量人力物力来装 配U盘,生产装置可以自动完成装配。
以上实施例仅是对本发明的参考说明,并不构成对本发明内容的任何限制, 显然在本发明的思想下,可做出不同形式的结构变更,但这些均在本发明的保 护之列。

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号