产品搜索
当前位置:首页->一种全自动单板涂胶生产线
一种全自动单板涂胶生产线
【申请公布号: CN107297304A ;申请权利人: 山东长兴木业机械有限公司; 发明设计人: 李杰; 】
摘要:
本发明公开了一种全自动单板涂胶生产线,包括吸附传送机构、涂胶机构、收料机构,所述吸附传送机构一侧设有涂胶机构,涂胶机构一侧设有收料机构;所述吸附传送机构包括上料机架、箱体、吸风口、离心风机、伸缩管道、鸭嘴风道、法兰、气缸Ⅲ、传动辊、同步带、同步带轮、电机Ⅰ,所述离心风机下部设有伸缩管道,所述伸缩管道口部设有法兰,法兰两端凸耳处设有气缸Ⅲ,所述法兰底部设有鸭嘴风道,鸭嘴风道下部设有吸风口,所述箱体底部设有传动辊,电机Ⅰ轴端同步带轮通过同步带连接传动辊轴端同步带轮。本发明对旋切的木皮进行快速的上料,木皮输送过程中不发生横向偏移,上料完成快速进行双面涂胶,然后进行涂胶后的自动化收料。
主权项:
一种全自动单板涂胶生产线,包括吸附传送机构、涂胶机构、收料机构,其特征在于所述吸附传送机构一侧设有涂胶机构,涂胶机构一侧设有收料机构;所述吸附传送机构包括上料机架、箱体、吸风口、离心风机、伸缩管道、鸭嘴风道、法兰、气缸Ⅲ、传动辊、同步带、同步带轮、电机Ⅰ,所述上料机架上部设有箱体,所述箱体顶部设有离心风机,所述离心风机下部设有伸缩管道,所述伸缩管道口部设有法兰,法兰两端凸耳处设有气缸Ⅲ,气缸Ⅲ尾部固定连接在箱体侧壁,所述法兰底部设有鸭嘴风道,鸭嘴风道下部设有吸风口,所述箱体底部设有传动辊,传动辊轴端设有同步带轮,同步带轮上设有同步带,电机Ⅰ轴端设有同步带轮,电机Ⅰ轴端同步带轮通过同步带连接传动辊轴端同步带轮。
1.一种全自动单板涂胶生产线,包括吸附传送机构、涂胶机构、收料机构,其特征在于所述吸附传送机构一侧设有涂胶机构,涂胶机构一侧设有收料机构;
所述吸附传送机构包括上料机架、箱体、吸风口、离心风机、伸缩管道、鸭嘴风道、法兰、气缸Ⅲ、传动辊、同步带、同步带轮、电机Ⅰ,所述上料机架上部设有箱体,所述箱体顶部设有离心风机,所述离心风机下部设有伸缩管道,所述伸缩管道口部设有法兰,法兰两端凸耳处设有气缸Ⅲ,气缸Ⅲ尾部固定连接在箱体侧壁,所述法兰底部设有鸭嘴风道,鸭嘴风道下部设有吸风口,所述箱体底部设有传动辊,传动辊轴端设有同步带轮,同步带轮上设有同步带,电机Ⅰ轴端设有同步带轮,电机Ⅰ轴端同步带轮通过同步带连接传动辊轴端同步带轮。
2.根据权利要求1所述的一种全自动单板涂胶生产线,其特征在于所述传动辊一侧设有导料架。
3.根据权利要求1所述的一种全自动单板涂胶生产线,其特征在于所述涂胶机构包括料筒、进料口、池体、涂胶机架、涂胶辊、出料口、收集池、垫高圈、漏料口,所述涂胶机架上部设有池体,池体上部设有料筒,料筒一侧设有进料口;所述池体内设有若干漏料口,所述漏料口正对应下部设有出料口,所述出料口下部设有若干涂胶辊,所述涂胶辊下部设有收集池,涂胶辊一侧设有垫高圈。
4.根据权利要求3所述的一种全自动单板涂胶生产线,其特征在于所述池体内设有限流机构,所述限流机构包括堵头、支架Ⅲ、气缸Ⅳ,所述堵头设置于漏料口上部,堵头固定连接在支架Ⅲ,所述支架Ⅲ一侧设有气缸Ⅳ,气缸Ⅳ固定连接在涂胶机架上。
5.根据权利要求1所述的一种全自动单板涂胶生产线,其特征在于所述收料机构包括收料机架、翻转架、转轴、旋转臂、气缸Ⅴ、支撑架、链条、电机Ⅱ、输送带、输送辊、传动轴,所述翻转架下部设有转轴,所述转轴穿过翻转架通过轴承座活动连接在收料机架上,所述转轴一侧设有旋转臂,旋转臂固定连接在转轴上,旋转臂另一端设有气缸Ⅴ,所述气缸Ⅴ固定连接在收料机架上;所述收料机架顶部设有左右一对传动系,传动系包括传动轴、轴承座、链轮、链条,链条一侧设有若干支撑架,支撑架与支撑架等距离固定连接在链条一侧,收料机架顶部传动轴轴端链轮通过链条连接收料机架底部电机Ⅱ轴端链轮,收料机架底部设有传动轴,传动轴上设有若干输送辊,输送辊上设有输送带,输送辊中心传动轴轴端链轮通过链条连接电机Ⅱ轴端链轮。
6.根据权利要求5所述的一种全自动单板涂胶生产线,其特征在于所述输送带一侧收料机架上设有导轨,导轨一侧设有拉杆,拉杆在导轨的侧壁设有滚轮,所述拉杆两端设有气缸Ⅵ,气缸Ⅵ固定连接在收料机架上。
7.根据权利要求1所述的一种全自动单板涂胶生产线,其特征在于所述上料机架前部设有堆垛机构,所述堆垛机构包括堆垛机架、托辊支架、托辊、电机Ⅲ、提拉条、导向轨、压轮,所述堆垛机架上设有托辊支架,所述托辊支架上设有若干托辊,堆垛机架上设有提拉条,提拉条另一端连接电机Ⅲ,电机Ⅲ固定连接在上料机架顶部,堆垛机架侧壁设有压轮,压轮设置于导向轨内。
8.根据权利要求7所述的一种全自动单板涂胶生产线,其特征在于所述提拉条为链条、同步带或钢丝绳。
一种全自动单板涂胶生产线
技术领域
本发明属于板皮加工机械技术领域,特别涉及一种全自动单板涂胶生产线。
背景技术
随着经济的快速发展和社会的不断进步,市场对木制品的家具、办公用品等需求在不断增加,木材行业呈现迅速发展的趋势市场上,由于天然的木制品较少,于是出现了合成木制品,合成木制品通过把切削下的板皮拼板、胶合等工艺,提高产品的质量和美观性,随着复合板生产成本的不断增加,现有的生产线中板皮上料、胶合、收料存在以下问题:1)现有的技术方案中负压吸附过程中由吸风口吸附板皮,然后停止风机吸附,再由风力反作用吹动板皮掉落在输送机构上,容易造成负压吸附后,传送过程中出现的板皮横向偏移问题,对后道接皮拼板工序造成材料的浪费;2)板皮在涂胶过程中,由于木皮的双面都涂满胶,木皮的收料不能堆垛,需要竖向放置,这种竖向放置目前胶合板加工领域,只有人工进行收料放置,工人的劳动量大,劳动成本高;3)胶合板厂对能够实现降低生产成本减少人工的设备的需求越来越迫切,人工的工作质量参差不齐,废品率过高,工人的劳动量大,劳动成本高。
发明内容
本发明的目的是克服现有技术中不足,提供一种全自动单板涂胶生产线,对旋切的木皮进行快速的上料,木皮输送过程中不发生横向偏移,上料完成快速进行双面涂胶,然后进行涂胶后的自动化收料,木皮加工效率高,改善工人的工作环境,大大降低了工人的劳动量。
为了实现上述目的,本发明采用的技术方案是:
一种全自动单板涂胶生产线,包括吸附传送机构、涂胶机构、收料机构,所述吸附传送机构一侧设有涂胶机构,涂胶机构一侧设有收料机构,吸附传送机构对旋切的木皮进行快速的上料,木皮输送过程中不发生横向偏移,上料完成的木皮快速进入涂胶机构进行双面涂胶,然后进行涂胶后木皮进入收料机构,进行自动化收料,木皮加工效率高,改善工人的工作环境,大大降低了工人的劳动量;
所述吸附传送机构包括上料机架、箱体、吸风口、离心风机、伸缩管道、鸭嘴风道、法兰、气缸Ⅲ、传动辊、同步带、同步带轮、电机Ⅰ,所述上料机架上部设有箱体,所述箱体顶部设有离心风机,所述离心风机下部设有伸缩管道,所述伸缩管道口部设有法兰,法兰两端凸耳处设有气缸Ⅲ,气缸Ⅲ尾部固定连接在箱体侧壁,所述法兰底部设有鸭嘴风道,鸭嘴风道下部设有吸风口,气缸Ⅲ顶出带动伸缩管道下移,从而带动鸭嘴风道下移,吸风口与木皮之间留有缝隙,吸风口不与木皮接触,避免了现有技术中负压吸附方式中吸管或吸碗与木皮接触造成的摩擦力不均匀,阻力大等问题引起的负压吸附后,传送运动过程中出现的木皮横向偏移问题;
所述箱体底部设有传动辊,传动辊轴端设有同步带轮,同步带轮上设有同步带,电机Ⅰ轴端设有同步带轮,电机Ⅰ轴端同步带轮通过同步带连接传动辊轴端同步带轮,电机Ⅰ提供动力,从而实现传动辊带动吸附的木皮进行传送;气缸Ⅲ收缩时,所述吸风口位置高于传动辊,气缸Ⅲ伸出时,所述吸风口位置低于传动辊,通过吸风口在气缸Ⅲ伸出时吸住木皮,气缸Ⅲ收缩时,木皮上移,传动辊带动木皮移动,避免吸风口与木皮直接接触,造成输送不平稳,进一步避免了现有技术中负压吸附方式中吸管或吸碗与木皮接触造成的摩擦力不均匀,阻力大等问题引起的负压吸附后,传送过程中出现的木皮横向偏移问题。
优选的,所述传动辊一侧设有导料架,吸附传送的木皮通过导料架快速顺利进入涂胶机构进行双面涂胶。
优选的,所述涂胶机构包括料筒、进料口、池体、涂胶机架、涂胶辊、出料口、收集池、垫高圈、漏料口,所述涂胶机架上部设有池体,池体上部设有料筒,料筒一侧设有进料口,通过进料口给料筒加注胶料;所述池体内设有若干漏料口,所述漏料口正对应下部设有出料口,所述出料口下部设有若干涂胶辊,所述涂胶辊下部设有收集池,涂胶辊一侧设有垫高圈,上料完成的木皮快速进入涂胶机构进行双面涂胶,然后进行涂胶后木皮进入收料机构。
优选的,所述池体内设有限流机构,所述限流机构包括堵头、支架Ⅲ、气缸Ⅳ,所述堵头设置于漏料口上部,堵头固定连接在支架Ⅲ,所述支架Ⅲ一侧设有气缸Ⅳ,气缸Ⅳ固定连接在涂胶机架上,气缸Ⅳ收缩,带动堵头下移,从而有效的对漏料口进行限流,从而减少胶料的浪费,节约生产成本。
优选的,所述收料机构包括收料机架、翻转架、转轴、旋转臂、气缸Ⅴ、支撑架、链条、电机Ⅱ、输送带、输送辊、传动轴,所述翻转架下部设有转轴,所述转轴穿过翻转架通过轴承座活动连接在收料机架上,所述转轴一侧设有旋转臂,旋转臂固定连接在转轴上,旋转臂另一端设有气缸Ⅴ,所述气缸Ⅴ固定连接在收料机架上,通过气缸Ⅴ收缩,从而使得旋转臂带动翻转架以转轴为圆心进行翻转,从而使得涂胶完成的木条进行翻转收料;所述收料机架顶部设有左右一对传动系,传动系包括传动轴、轴承座、链轮、链条,链条一侧设有若干支撑架,支撑架与支撑架等距离固定连接在链条一侧,收料机架顶部传动轴轴端链轮通过链条连接收料机架底部电机Ⅱ轴端链轮,收料机架底部设有传动轴,传动轴上设有若干输送辊,输送辊上设有输送带,输送辊中心传动轴轴端链轮通过链条连接电机Ⅱ轴端链轮,电机Ⅱ对收料机架顶部传动系和收料机架底部的输送带同时提供动力,从而使得收料机架顶部传动系和收料机架底部的输送带步调一致,最后通过支撑架对翻转架后的木皮进行支撑收料。
优选的,所述输送带一侧收料机架上设有导轨,导轨一侧设有拉杆,拉杆在导轨的侧壁设有滚轮,所述拉杆两端设有气缸Ⅵ,气缸Ⅵ固定连接在收料机架上,气缸Ⅵ收缩,从而带动拉杆在导轨上往复运动,从而实现了对翻转后的木皮进行聚拢,搭靠在支撑架上,完成对木皮的收料。
优选的,所述上料机架前部设有堆垛机构,所述堆垛机构包括堆垛机架、托辊支架、托辊、电机Ⅲ、提拉条、导向轨、压轮,所述堆垛机架上设有托辊支架,所述托辊支架上设有若干托辊,堆垛机架上设有提拉条,提拉条另一端连接电机Ⅲ,电机Ⅲ固定连接在上料机架顶部,堆垛机架侧壁设有压轮,压轮设置于导向轨内,通过压轮在导向轨中的导向,通过电机Ⅲ提供动力,通过提拉条对托辊上的堆垛的木皮进行提升,有效的完成木皮的上料。
优选的,所述提拉条为链条、同步带或钢丝绳,通过提拉条对托辊上的堆垛的木皮进行提升,有效的完成木皮的上料。
本发明与现有技术相比较有益效果表现在:
1)吸附传送机构对旋切的木皮进行快速的上料,木皮输送过程中不发生横向偏移,上料完成的木皮快速进入涂胶机构进行双面涂胶,然后进行涂胶后木皮进入收料机构,进行自动化收料,木皮加工效率高,改善工人的工作环境,大大降低了工人的劳动量;
2)气缸Ⅲ收缩时,所述吸风口位置高于传动辊,气缸Ⅲ伸出时,所述吸风口位置低于传动辊,通过吸风口在气缸Ⅲ伸出时吸住木皮,气缸Ⅲ收缩时,木皮上移,传动辊带动木皮移动,避免吸风口与木皮直接接触,造成输送不平稳,进一步避免了现有技术中负压吸附方式中吸管或吸碗与木皮接触造成的摩擦力不均匀,阻力大等问题引起的负压吸附后,传送过程中出现的木皮横向偏移问题;
3)堵头设置于漏料口上部,气缸Ⅳ收缩,带动堵头下移,从而有效的对漏料口进行限流,从而减少胶料的浪费,节约生产成本;
4)电机Ⅱ对收料机架顶部传动系和收料机架底部的输送带同时提供动力,从而使得收料机架顶部传动系和收料机架底部的输送带步调一致,最后通过支撑架对翻转架后的木皮进行支撑收料。
附图说明
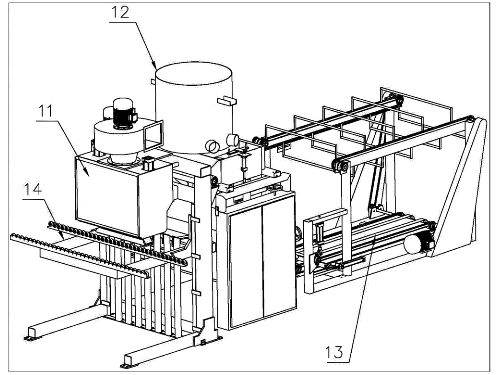
附图1是本发明一种全自动单板涂胶生产线结构示意图;
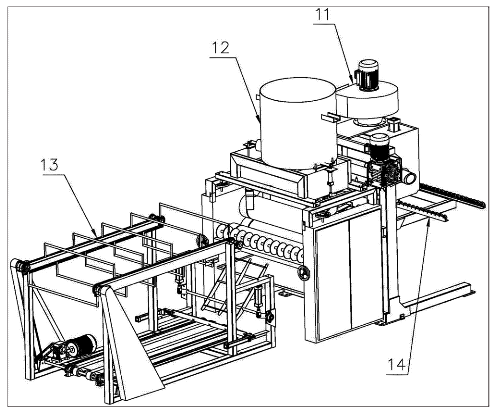
附图2是本发明一种全自动单板涂胶生产线另一侧结构示意图;
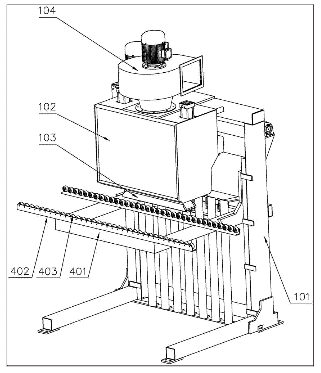
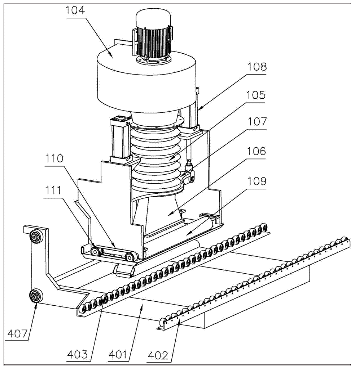
附图3是本发明一种全自动单板涂胶生产线中吸附传送机构结构示意图;
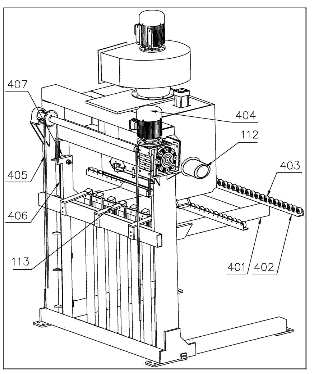
附图4是本发明一种全自动单板涂胶生产线中吸附传送机构另一侧结构示意图;
附图5是本发明一种全自动单板涂胶生产线中吸附传送机构内部结构示意图;
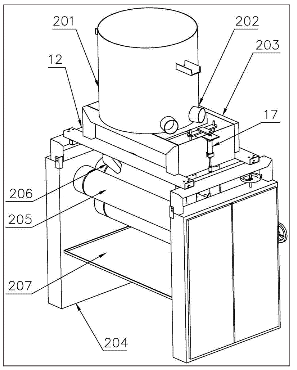
附图6是本发明一种全自动单板涂胶生产线中涂胶机构结构示意图;
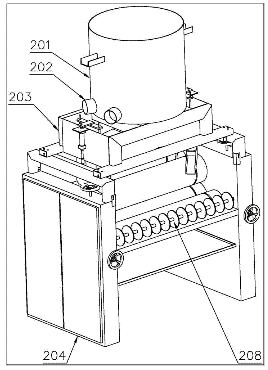
附图7是本发明一种全自动单板涂胶生产线中涂胶机构另一侧结构示意图;

附图8是本发明一种全自动单板涂胶生产线中涂胶机构内部结构示意图;
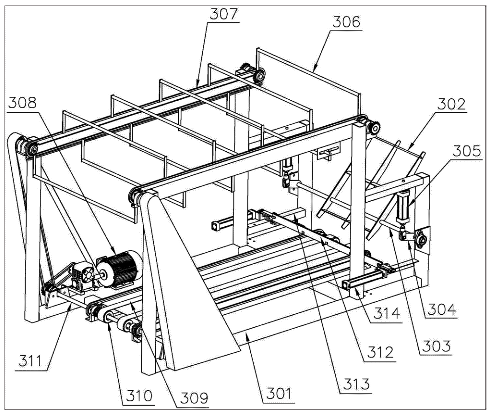
附图9是本发明一种全自动单板涂胶生产线中收料机构结构示意图;
附图10是本发明一种全自动单板涂胶生产线中收料机构另一侧结构示意图;
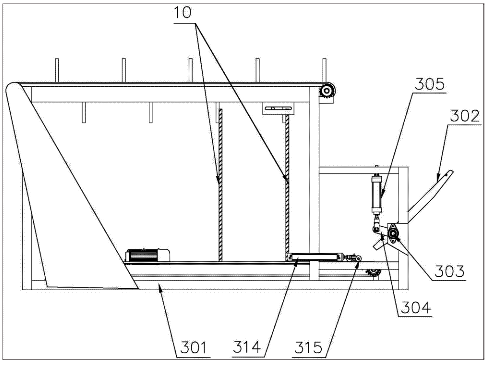
图中:10-木皮,11-吸附传送机构,12-涂胶机构,13-收料机构,14-堆垛机构,15-下传动组,16-上传动组,17-限流机构,101-上料机架,102-箱体,103-吸风口,104-离心风机,105-伸缩管道,106-鸭嘴风道,107-法兰,108-气缸Ⅲ,109-传动辊,110-同步带,111-同步带轮,112-电机Ⅰ,113-导料架,201-料筒,202-进料口,203-池体,204-涂胶机架,205-涂胶辊,206-出料口,207-收集池,208-垫高圈,209-漏料口,210-堵头,211-支架Ⅲ,212-气缸Ⅳ,301-收料机架,302-翻转架,303-转轴,304-旋转臂,305-气缸Ⅴ,306-支撑架,307-链条,308-电机Ⅱ,309-输送带,310-输送辊,311-传动轴,312-拉杆,313-导轨,314-气缸Ⅵ,315-滚轮,401-堆垛机架,402-托辊支架,403-托辊,404-电机Ⅲ,405-提拉条,406-导向轨,407-压轮。
具体实施方式
为方便本技术领域人员的理解,下面结合附图1-10,对本发明的技术方案进一步具体说明。
一种全自动单板涂胶生产线,包括吸附传送机构11、涂胶机构12、收料机构13,所述吸附传送机构11一侧设有涂胶机构12,涂胶机构12一侧设有收料机构13,吸附传送机构11对旋切的木皮进行快速的上料,木皮输送过程中不发生横向偏移,上料完成的木皮快速进入涂胶机构12进行双面涂胶,然后进行涂胶后木皮进入收料机构13,进行自动化收料,木皮加工效率高,改善工人的工作环境,大大降低了工人的劳动量;
所述吸附传送机构11包括上料机架101、箱体102、吸风口103、离心风机104、伸缩管道105、鸭嘴风道106、法兰107、气缸Ⅲ108、传动辊109、同步带110、同步带轮111、电机Ⅰ112,所述上料机架101上部设有箱体102,所述箱体102顶部设有离心风机104,所述离心风机104下部设有伸缩管道105,所述伸缩管道105口部设有法兰107,法兰107两端凸耳处设有气缸Ⅲ108,气缸Ⅲ108尾部固定连接在箱体102侧壁,所述法兰107底部设有鸭嘴风道106,鸭嘴风道106下部设有吸风口103,气缸Ⅲ108顶出带动伸缩管道105下移,从而带动鸭嘴风道106下移,吸风口103与木皮之间留有缝隙,吸风口不与木皮接触,避免了现有技术中负压吸附方式中吸管或吸碗与木皮接触造成的摩擦力不均匀,阻力大等问题引起的负压吸附后,传送运动过程中出现的木皮横向偏移问题;
所述箱体102底部设有传动辊109,传动辊109轴端设有同步带轮111,同步带轮111上设有同步带110,电机Ⅰ112轴端设有同步带轮111,电机Ⅰ112轴端同步带轮通过同步带110连接传动辊109轴端同步带轮,电机Ⅰ提供动力,从而实现传动辊109带动吸附的木皮进行传送;气缸Ⅲ108收缩时,所述吸风口位置高于传动辊,气缸伸出时,所述吸风口位置低于传动辊,通过吸风口103在气缸Ⅲ伸出时吸住木皮,气缸Ⅲ108收缩时,木皮上移,传动辊109带动木皮移动,避免吸风口103与木皮直接接触,造成输送不平稳,进一步避免了现有技术中负压吸附方式中吸管或吸碗与木皮接触造成的摩擦力不均匀,阻力大等问题引起的负压吸附后,传送过程中出现的木皮横向偏移问题。
所述传动辊109一侧设有导料架113,吸附传送的木皮通过导料架快速顺利进入涂胶机构12进行双面涂胶。
所述涂胶机构12包括料筒201、进料口202、池体203、涂胶机架204、涂胶辊205、出料口206、收集池207、垫高圈208、漏料口209,所述涂胶机架204上部设有池体203,池体203上部设有料筒201,料筒201一侧设有进料口202,通过进料口202给料筒201加注胶料;所述池体203内设有若干漏料口209,所述漏料口209正对应下部设有出料口206,所述出料口206下部设有若干涂胶辊205,所述涂胶辊205下部设有收集池207,涂胶辊205一侧设有垫高圈208,上料完成的木皮快速进入涂胶机构进行双面涂胶,然后进行涂胶后木皮进入收料机构。
所述池体203内设有限流机构17,所述限流机构17包括堵头210、支架Ⅲ211、气缸Ⅳ212,所述堵头210设置于漏料口209上部,堵头210固定连接在支架Ⅲ211,所述支架Ⅲ211一侧设有气缸Ⅳ212,气缸Ⅳ212固定连接在涂胶机架204上,气缸Ⅳ212收缩,带动堵头210下移,从而有效的对漏料口209进行限流,从而减少胶料的浪费,节约生产成本。
所述收料机构13包括收料机架301、翻转架302、转轴303、旋转臂304、气缸Ⅴ305、支撑架306、链条307、电机Ⅱ308、输送带309、输送辊310、传动轴311,所述翻转架302下部设有转轴303,所述转轴303穿过翻转架302通过轴承座活动连接在收料机架301上,所述转轴303一侧设有旋转臂304,旋转臂304固定连接在转轴303上,旋转臂304另一端设有气缸Ⅴ305,所述气缸Ⅴ305固定连接在收料机架301上,通过气缸Ⅴ305收缩,从而使得旋转臂304带动翻转架302以转轴303为圆心进行翻转,从而使得涂胶完成的木条进行翻转收料;所述收料机架301顶部设有左右一对传动系,传动系包括传动轴、轴承座、链轮、链条,链条一侧设有若干支撑架306,支撑架306与支撑架306等距离固定连接在链条307一侧,收料机架301顶部传动轴轴端链轮通过链条307连接收料机架301底部电机Ⅱ308轴端链轮,收料机架301底部设有传动轴311,传动轴311上设有若干输送辊310,输送辊310上设有输送带309,输送辊310中心传动轴轴端链轮通过链条307连接电机Ⅱ308轴端链轮,电机Ⅱ308对收料机架顶部传动系和收料机架底部的输送带同时提供动力,从而使得收料机架顶部传动系和收料机架底部的输送带步调一致,最后通过支撑架306对翻转架后的木皮进行支撑收料。
所述输送带309一侧收料机架上设有导轨313,导轨313一侧设有拉杆312,拉杆312在导轨的侧壁设有滚轮315,所述拉杆312两端设有气缸Ⅵ314,气缸Ⅵ314固定连接在收料机架301上,气缸Ⅵ314收缩,从而带动拉杆312在导轨上往复运动,从而实现了对翻转后的木皮进行聚拢,搭靠在支撑架上,完成对木皮的收料。
所述上料机架101前部设有堆垛机构14,所述堆垛机构14包括堆垛机架401、托辊支架402、托辊403、电机Ⅲ404、提拉条405、导向轨406、压轮407,所述堆垛机架401上设有托辊支架402,所述托辊支架402上设有若干托辊403,堆垛机架401上设有提拉条405,提拉条405另一端连接电机Ⅲ404,电机Ⅲ404固定连接在上料机架101顶部,堆垛机架401侧壁设有压轮407,压轮407设置于导向轨406内,通过压轮407在导向轨406中的导向,通过电机Ⅲ404提供动力,通过提拉条405对托辊上的堆垛的木皮进行提升,有效的完成木皮的上料。
所述提拉条405为链条、同步带或钢丝绳,通过提拉条对托辊上的堆垛的木皮进行提升,有效的完成木皮的上料。
一种全自动单板涂胶生产线,工作过程如下:气缸Ⅲ收缩时,所述吸风口位置高于传动辊,气缸Ⅲ伸出时,所述吸风口位置低于传动辊,通过吸风口在气缸Ⅲ伸出时吸住木皮,气缸Ⅲ收缩时,木皮上移,传动辊带动木皮移动,上料完成的木皮快速进入涂胶机构进行双面涂胶,然后进行涂胶后木皮进入收料机构,收料机构中的电机Ⅱ对收料机架顶部传动系和收料机架底部的输送带同时提供动力,从而使得收料机架顶部传动系和收料机架底部的输送带步调一致,最后通过支撑架对翻转架后的木皮进行支撑自动化收料,木皮加工效率高,改善工人的工作环境,大大降低了工人的劳动量。
以上内容仅仅是对本发明的结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号