产品搜索
当前位置:首页->多组电线移动摆头沾锡装置1
多组电线移动摆头沾锡装置
【申请(专利)号:CN201721482434.5;申请权利人:深圳市林全科技有限公司;发明设计人:雷谦虚; 李玉洪; 邓保欢;】
摘要:
本实用新型公开了多组电线移动摆头沾锡装置,包括胶壳座,所述胶壳座前表面设有多个矩形垫片,每个所述矩形垫片内均嵌装穿线管,每个所述穿线管下固定连接气缸,所述胶壳座内设有马达,所述马达上套装一号同步带轮,所述一号同步带轮上套装一号同步带,所述一号同步带内嵌装二号同步带轮,所述二号同步带轮前表面设有三号同步带轮,所述三号同步带轮上套装二号同步带,所述二号同步带内嵌装四号同步带轮,所述四号同步带轮内嵌装中心转轴,所述中心转轴上套装多个离合器。本实用新型的有益效果是,结构简单,可以使精确控制沾锡的长度,同时采用自动控制沾锡可以提高沾锡效率,避免人工沾锡效率低,容易引起烫伤现象。
主权项:
1.多组电线移动摆头沾锡装置,包括胶壳座(1),其特征在于,所述胶壳座(1)前表面设有多个矩形垫片(2),每个所述矩形垫片(2)内均嵌装穿线管(3),每个所述穿线管(3)下固定连接气缸(4),所述胶壳座(1)内设有马达(5),所述马达(5)上套装一号同步带轮(6),所述一号同步带轮(6)上套装一号同步带(7),所述一号同步带(7)内嵌装二号同步带轮(8),所述二号同步带轮(8)前表面设有三号同步带轮(9),所述三号同步带轮(9)上套装二号同步带(10),所述二号同步带(10)内嵌装四号同步带轮(11),所述四号同步带轮(11)内嵌装中心转轴(12),所述中心转轴(12)上套装多个离合器
1.多组电线移动摆头沾锡装置,包括胶壳座(1),其特征在于,所述胶壳座(1)前表面设有多个矩形垫片(2),每个所述矩形垫片(2)内均嵌装穿线管(3),每个所述穿线管(3)下固定连接气缸(4),所述胶壳座(1)内设有马达(5),所述马达(5)上套装一号同步带轮(6),所述一号同步带轮(6)上套装一号同步带(7),所述一号同步带(7)内嵌装二号同步带轮(8),所述二号同步带轮(8)前表面设有三号同步带轮(9),所述三号同步带轮(9)上套装二号同步带(10),所述二号同步带(10)内嵌装四号同步带轮(11),所述四号同步带轮(11)内嵌装中心转轴(12),所述中心转轴(12)上套装多个离合器(13)。
2.根据权利要求1所述的多组电线移动摆头沾锡装置,其特征在于,所述胶壳座(1)下表面靠近穿线管(3)处设有L形压形块(14),所述L形压形块(14)下表面设有摆头(15)。
3.根据权利要求1所述的多组电线移动摆头沾锡装置,其特征在于,所述气缸(4)与L形压形块(14)上下位置相互对应。
4.根据权利要求1所述的多组电线移动摆头沾锡装置,其特征在于,所述多个离合器(13)数量为6-8个。
多组电线移动摆头沾锡装置
技术领域
本实用新型涉及沾锡领域,特别是多组电线移动摆头沾锡装置。
背景技术
现有的连接线焊接系统,可以自动将连接线与端子进行连接,在对连接线进行自动焊接时,每次只能焊接一个端子,其焊接效率低,同时需要设置自动送焊锡和焊枪,其结构比较复杂,控制部件多,调试复杂,因此可以通过沾锡的方式,避免在焊接是设置送锡装置。
目前在焊接前对连接进行沾锡作业时,通常采用人工操作进行沾锡时,一方面沾锡的效率低,沾锡的长度难控制,另一方面人工操作,容易引起烫伤,为了解决此问题,设计多组电线移动摆头沾锡装置很有必要。
发明内容
本实用新型的目的是为了解决上述问题,设计了多组电线移动摆头沾锡装置。
实现上述目的本实用新型的技术方案为,多组电线移动摆头沾锡装置,包括胶壳座,所述胶壳座前表面设有多个矩形垫片,每个所述矩形垫片内均嵌装穿线管,每个所述穿线管下固定连接气缸,所述胶壳座内设有马达,所述马达上套装一号同步带轮,所述一号同步带轮上套装一号同步带,所述一号同步带内嵌装二号同步带轮,所述二号同步带轮前表面设有三号同步带轮,所述三号同步带轮上套装二号同步带,所述二号同步带内嵌装四号同步带轮,所述四号同步带轮内嵌装中心转轴,所述中心转轴上套装多个离合器。
所述胶壳座下表面靠近穿线管处设有L形压形块,所述L形压形块下表面设有摆头。
所述气缸与L形压形块上下位置相互对应。
所述多个离合器数量为6-8个。
利用本实用新型的技术方案制作的多组电线移动摆头沾锡装置,结构简单,可以使精确控制沾锡的长度,同时采用自动控制沾锡可以提高沾锡效率,避免人工沾锡效率低,容易引起烫伤现象。
附图说明
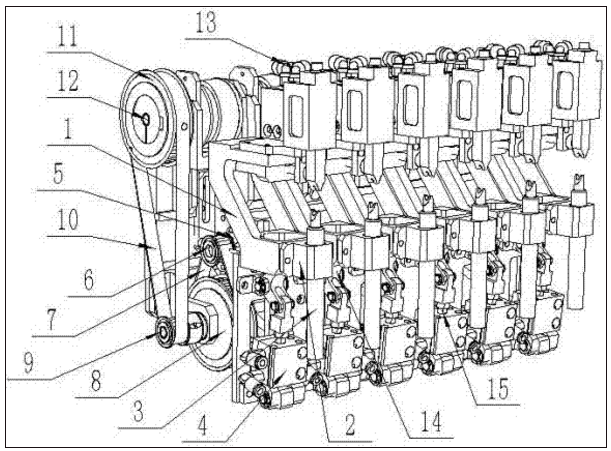
图1是本实用新型所述多组电线移动摆头沾锡装置的结构示意图。
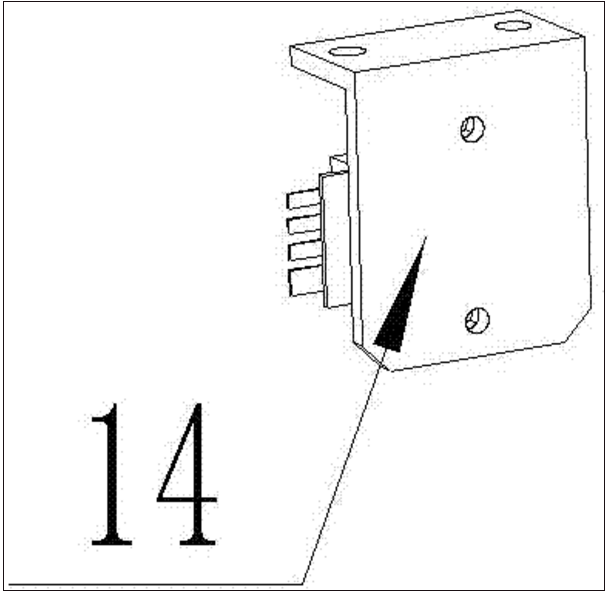
图2是本实用新型所述多组电线移动摆头沾锡装置的L形压形块结构示意图。
图中,1、胶壳座;2、矩形垫片;3、穿线管;4、气缸;5、马达;6、一号同步带轮;7、一号同步带;8、二号同步带轮;9、三号同步带轮;10、二号同步带;11、四号同步带轮;12、中心转轴;13、离合器;14、L形压形块;15、摆头。
具体实施方式
下面结合附图对本实用新型进行具体描述,如图1-2所示,多组电线移动摆头沾锡装置,包括胶壳座1,所述胶壳座1前表面设有多个矩形垫片2,每个所述矩形垫片2内均嵌装穿线管3,每个所述穿线管3下固定连接气缸4,所述胶壳座1内设有马达5,所述马达5上套装一号同步带轮6,所述一号同步带轮6上套装一号同步带7,所述一号同步带7内嵌装二号同步带轮8,所述二号同步带轮8前表面设有三号同步带轮9,所述三号同步带轮9上套装二号同步带10,所述二号同步带10内嵌装四号同步带轮11,所述四号同步带轮11内嵌装中心转轴12,所述中心转轴12上套装多个离合器13;所述胶壳座1下表面靠近穿线管3处设有L形压形块14,所述L形压形块14下表面设有摆头15;所述气缸4与L形压形块14上下位置相互对应;所述多个离合器13数量为6-8个。
本实施方案的特点为,人工将电线装入装置的前后穿线管内,前穿线管下部有气缸,通过气缸压力将L形压形块上顶将电线固定,装置上设有马达,马达转动带动一号同步带轮转动,一号同步带轮上有一号同步带,一号同步带连接二号同步带轮,二号同步带轮上有较小的三号同步带轮,三号同步带轮起减速作用,三号同步带轮上有二号同步带,二号同步带跟四号同步带轮连接,四号同步带轮通过中心转轴跟多组离合器相连,通过离合器的吸合(通电就吸紧,断电就松开,由系统根据生产需求控制)控制摆头下摆沾锡,每次只能选择一组摆头,摆头的选择通过系统控制,被选择的摆头下摆沾锡,其余摆头通过摆头后面设置的气缸推动L形压形块压紧摆头,避免摆头因为机械工作产生的震动乱摆,结构简单,可以使精确控制沾锡的长度,同时采用自动控制沾锡可以提高沾锡效率,避免人工沾锡效率低,容易引起烫伤现象。
在本实施方案中,首先在本装置空闲处安装可编程系列控制器和一台继电器,以MAM-200型号的控制器为例,将该型号控制器的三个输出端子通过导线分别与一台继电器、马达和离合器的输入端连接,本领域人员在将一台继电器通过导线与气缸的接线端连接,本领域人员通过控制器编程后,完全可控制各个电器件的工作顺序,具体工作原理如下:人工将电线装入装置的前后穿线管3内,前穿线管3下部有气缸4,通过气缸4压力将L形压形块14上顶将电线固定,装置上设有马达5,马达5转动带动一号同步带轮6转动,一号同步带轮6上有一号同步带7,一号同步带7连接二号同步带轮8,二号同步带轮8上有较小的9三号同步带轮,三号同步带轮9上有二号同步带10,二号同步带10跟四号同步带轮11连接,四号同步带轮11通过中心转轴12跟多组离合器13相连,通过离合器13的吸合(通电就吸紧,断电就松开,由系统根据生产需求控制)控制摆头15下摆沾锡,每次只能选择一组摆头15,摆头15的选择通过系统控制,被选择的摆头15下摆沾锡,其余摆头15通过摆头15后面设置的气缸4推动L形压形块14压紧摆头15,避免摆头15因为机械工作产生的震动乱摆。
上述技术方案仅体现了本实用新型技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本实用新型的原理,属于本实用新型的保护范围之内。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号