产品搜索
当前位置:首页->底火拧紧装置以及拧紧方法
底火拧紧装置以及拧紧方法
摘要:
本发明涉及火工机械领域,尤其涉及底火拧紧装置以及拧紧方法。夹紧气缸推动夹紧轴及夹紧滑块动作,自动将药筒定位夹紧;伺服电机工作;同步带一带动同步带轮六旋转,带动拧紧头开始旋转,直到测距传感器找到底火上的凹槽再停止旋转;然后伺服电机继续工作,通过同步带轮三和同步带二带动同步带轮五转动,带动轴四旋转,带动直线执行器动作,通过旋转分配器、带动拧紧轴向下移动;拧紧头下降直到三爪进入底火凹槽,这时气动离合器和直线执行器同时工作,带动拧紧头旋转、下降;当动态扭矩传感器或测距传感器达到设定值时,两个伺服电机立即停止。
主权项:
1.底火拧紧装置,其特征在于,包含机架,所述机架下方包含夹紧装置,所述的夹紧装置包含夹紧气缸(10),所述的夹紧气缸(10)固定在机架上,夹紧气缸(10)端部包含夹紧手指,夹紧手指能将药筒定位夹紧;机架上固定着伺服电机(3),私服电机的动力输出轴上包含同步带轮一(2),所述的同步带轮一(2)通过同步带三(22)动连接着同步带轮四(24);所述的同步带轮(24)位于轴二(25)上,轴二(25)下方安装着气动离合器(17),所述的气动离合器下方安装有动态扭矩传感器(16);动态扭矩传感器(16)下方安装着联轴器,联轴器下方为轴三(26),轴三(26)上安装着同步带轮二(13),同步带轮二(13)通过同步带一(14)连接着同步带轮六(32);同步带轮六(32)连接的拧紧轴(31)下方为拧紧头(34),拧紧头上方安装有旋转分配器(30),所述的旋转分配器(30)上方安装有直线执行器(18),直线执行器(18)上方安装有轴四(29),轴四(29)上方为同步带轮五(28),同步带轮五(28)通过同步带二(21)动力连接着同步带轮三(23),同步带轮三(23)能够被另一个伺服电机带动。
要求:
1.底火拧紧装置,其特征在于,包含机架,所述机架下方包含夹紧装置,所述的夹紧装置包含夹紧气缸(10),所述的夹紧气缸(10)固定在机架上,夹紧气缸(10)端部包含夹紧手指,夹紧手指能将药筒定位夹紧;机架上固定着伺服电机(3),私服电机的动力输出轴上包含同步带轮一(2),所述的同步带轮一(2)通过同步带三(22)动连接着同步带轮四(24);所述的同步带轮(24)位于轴二(25)上,轴二(25)下方安装着气动离合器(17),所述的气动离合器下方安装有动态扭矩传感器(16);动态扭矩传感器(16)下方安装着联轴器,联轴器下方为轴三(26),轴三(26)上安装着同步带轮二(13),同步带轮二(13)通过同步带一(14)连接着同步带轮六(32);同步带轮六(32)连接的拧紧轴(31)下方为拧紧头(34),拧紧头上方安装有旋转分配器(30),所述的旋转分配器(30)上方安装有直线执行器(18),直线执行器(18)上方安装有轴四(29),轴四(29)上方为同步带轮五(28),同步带轮五(28)通过同步带二(21)动力连接着同步带轮三(23),同步带轮三(23)能够被另一个伺服电机带动。
2.如权利要求1所述的底火拧紧装置,其特征在于,拧紧装置还包含对位夹紧装置,所述的对位夹紧装置包含阻挡器(6),阻挡器(6)固定在伺服电机所固定的机架的板的下方,所述的阻挡器位于模板的流程线的输送行程上。
3.如权利要求1所述的底火拧紧装置,其特征在于,拧紧装置还包含顶升气缸(7),顶升气缸(7)能够推动着模板将其推出输送线,模板上包含着药筒。
4.如权利要求1所述的底火拧紧装置,其特征在于,所述的拧紧轴(31)下方安装着测距传感器。
5.如权利要求1所述的底火拧紧装置,其特征在于,所述的拧紧头底部包含三个爪,拧紧头的三个爪能够进入底火凹槽。
6.底火拧紧的方法,其特征在于,利用如权利要求1-5任意一项所述的底火拧紧装置
当药筒进入本工位,阻挡器(6)阻止模板移动,顶升气缸(7)动作,将模板脱离输送线,然后,夹紧气缸(10)推动夹紧轴(9)及夹紧滑块(12)动作,自动将药筒定位夹紧;
伺服电机(3)工作,通过同步带轮一(2)、同步带三(22)、带动同步带轮四(24)转动,同步带轮四(24)驱动轴二(25)旋转,轴二(25)带动气动离合器(17)、动态扭矩传感器(16)、联轴器(15)、轴三(26)、同步带一(14)、同步带轮二(13)旋转,同步带一(14)带动同步带轮六(32)旋转,带动拧紧头(34)开始旋转,直到测距传感器(33)找到底火上的凹槽再停止旋转;
然后伺服电机(3)继续工作,通过同步带轮三(23)和同步带二(21)带动同步带轮五(28)转动,带动轴四(29)旋转,带动直线执行器(18)动作,通过旋转分配器(30)、带动拧紧轴(31)向下移动;
拧紧头(34)下降直到三爪进入底火凹槽,这时气动离合器(17)和直线执行器(18)同时工作,带动拧紧头(34)旋转、下降;当动态扭矩传感器(16)或测距传感器(33)达到设定值时,两个伺服电机立即停止。
7.如权利要求6所述的底火拧紧的方法,其特征在于,还包含如下步骤,
拧紧头(34)复位,夹紧气缸(10)复位,顶升气缸(7)复位;
同时动态扭矩传感器(16)与测距传感器(33)在线检测,并记录、自动判定是否合格;
具备手动、联动、自动控制模式。
底火拧紧装置以及拧紧方法
技术领域
本发明涉及火工机械领域,尤其涉及底火拧紧装置以及拧紧方法。
背景技术
底火拧紧是火工生产中必经的步骤,现有技术存在如下缺陷:
1. 人工操作,非常慢,且不安全;
2.生产效率低下;产品精度低;
3.拧紧力度不一、位置误差大,产品一致性差。
发明内容
发明的目的:为了提供一种高效、安全、可靠的底火拧紧设备。
为了达到如上目的,本发明采取如下技术方案:
底火拧紧装置,其特征在于,包含机架,所述机架下方包含夹紧装置,所述的夹紧装置包含夹紧气缸,所述的夹紧气缸固定在机架上,夹紧气缸端部包含夹紧手指,夹紧手指能将药筒定位夹紧;机架上固定着伺服电机,私服电机的动力输出轴上包含同步带轮一,所述的同步带轮一通过同步带三动连接着同步带轮四;所述的同步带轮位于轴二上,轴二下方安装着气动离合器,所述的气动离合器下方安装有动态扭矩传感器;动态扭矩传感器下方安装着联轴器,联轴器下方为轴三,轴三上安装着同步带轮二,同步带轮二通过同步带一连接着同步带轮六;同步带轮六连接的拧紧轴下方为拧紧头,拧紧头上方安装有旋转分配器,所述的旋转分配器上方安装有直线执行器,直线执行器上方安装有轴四,轴四上方为同步带轮五,同步带轮五通过同步带二动力连接着同步带轮三,同步带轮三能够被另一个伺服电机带动。
本发明进一步技术方案在于,拧紧装置还包含对位夹紧装置,所述的对位夹紧装置包含阻挡器,阻挡器固定在伺服电机所固定的机架的板的下方,所述的阻挡器位于模板的流程线的输送行程上。
本发明进一步技术方案在于,拧紧装置还包含顶升气缸,顶升气缸能够推动着模板将其推出输送线,模板上包含着药筒。
本发明进一步技术方案在于,所述的拧紧轴下方安装着测距传感器。
本发明进一步技术方案在于,所述的拧紧头底部包含三个爪,拧紧头的三个爪能够进入底火凹槽。
底火拧紧的方法,其特征在于,利用如上任意一项所述的底火拧紧装置
当药筒进入本工位,阻挡器阻止模板移动,顶升气缸动作,将模板脱离输送线,然后,夹紧气缸推动夹紧轴及夹紧滑块动作,自动将药筒定位夹紧;
伺服电机工作,通过同步带轮一、同步带三、带动同步带轮四转动,同步带轮四驱动轴二旋转,轴二带动气动离合器、动态扭矩传感器、联轴器、轴三、同步带一、同步带轮二旋转,同步带一带动同步带轮六旋转,带动拧紧头开始旋转,直到测距传感器找到底火上的凹槽再停止旋转;
然后伺服电机继续工作,通过同步带轮三和同步带二带动同步带轮五转动,带动轴四旋转,带动直线执行器动作,通过旋转分配器、带动拧紧轴向下移动;
拧紧头下降直到三爪进入底火凹槽,这时气动离合器和直线执行器同时工作,带动拧紧头旋转、下降;当动态扭矩传感器或测距传感器达到设定值时,两个伺服电机立即停止。
本发明进一步技术方案在于,还包含如下步骤,
拧紧头复位,夹紧气缸复位,顶升气缸复位;
同时动态扭矩传感器与测距传感器在线检测,并记录、自动判定是否合格;
具备手动、联动、自动控制模式。
采用如上技术方案的本发明,相对于现有技术有如下有益效果:旋转伺服电机固定在机架上,当传感器检测到药筒进入本工位,顶模机构由气缸驱动顶升底火模板,然后由夹紧气缸驱动夹紧机构夹紧,通过同步带带动驱动拧紧头旋转,找坑,找到位置后,拧紧旋转,动作直线执行器驱动拧紧头直线移动。实现拧紧,所有机构均固定在机架上。
附图说明
为了进一步说明本发明,下面结合附图进一步进行说明:
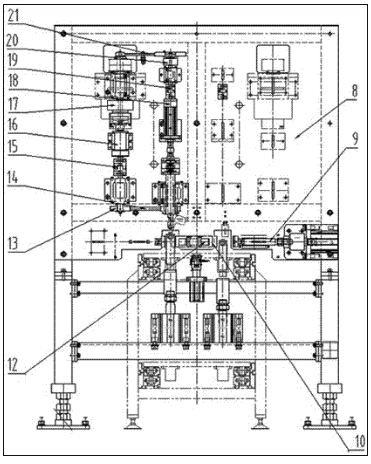
图1为发明正面结构示意图;
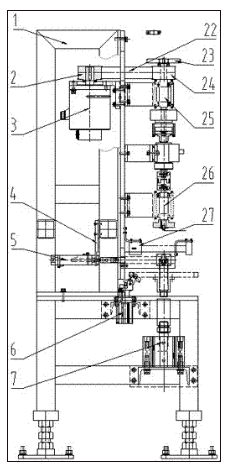
图2为发明侧面结构示意图;
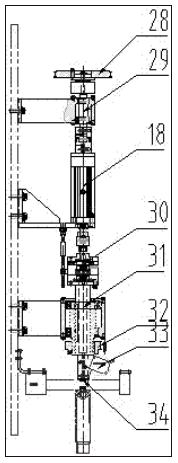
图3为拧紧头对应的轴的结构示意图;
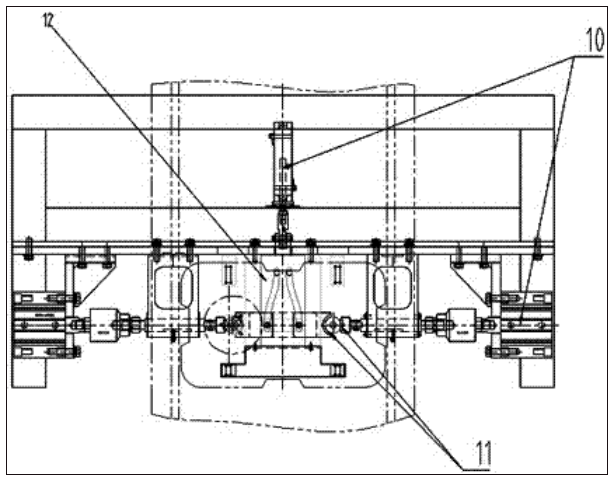
图4为发明俯视结构示意图;
其中:1,机架;2,同步带轮一;3,伺服电机;4,气缸支座;5,直线气缸;6,阻挡器;7,顶升气缸;8,安装板;9,夹紧轴;10,夹紧气缸;11,夹紧手指;12,夹紧滑块;13,同步带轮二;14,同步带一;15,联轴器;16,动态扭矩传感器;17,气动离合器;18,直线执行器;19,联轴器二;20,气动离合器二;21,同步带二;22,同步带三;23,同步带轮三;24,同步带轮四;25,轴二;26,轴三;27,传感器;28,同步带轮五;29,轴四;30,旋转分配器;31,拧紧轴;32,同步带轮六;33, 测距传感器;34,拧紧头。
本附图为本装置主要部件组成的示意图,不代表本发明的外形尺寸、连接方式、装配形式、位置关系等,图示省略了部分手动阀门、管件等。
具体实施方式
下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
本专利提供多种并列方案,不同表述之处,属于基于基本方案的改进型方案或者是并列型方案。每种方案都有自己的独特特点。
底火拧紧装置,其特征在于,包含机架,所述机架下方包含夹紧装置,所述的夹紧装置包含夹紧气缸10,所述的夹紧气缸10固定在机架上,夹紧气缸10端部包含夹紧手指,夹紧手指能将药筒定位夹紧;机架上固定着伺服电机3,私服电机的动力输出轴上包含同步带轮一2,所述的同步带轮一2通过同步带三22动连接着同步带轮四24;所述的同步带轮24位于轴二25上,轴二25下方安装着气动离合器17,所述的气动离合器下方安装有动态扭矩传感器16;动态扭矩传感器16下方安装着联轴器,联轴器下方为轴三26,轴三26上安装着同步带轮二13,同步带轮二13通过同步带一14连接着同步带轮六32;同步带轮六32连接的拧紧轴31下方为拧紧头34,拧紧头上方安装有旋转分配器30,所述的旋转分配器30上方安装有直线执行器18,直线执行器18上方安装有轴四29,轴四29上方为同步带轮五28,同步带轮五28通过同步带二21动力连接着同步带轮三23,同步带轮三23能够被另一个伺服电机带动。实现的步骤如下:
底火拧紧的方法,其特征在于,利用如上任意一项所述的底火拧紧装置
当药筒进入本工位,阻挡器6阻止模板移动,顶升气缸7动作,将模板脱离输送线,然后,夹紧气缸10推动夹紧轴9及夹紧滑块12动作,自动将药筒定位夹紧;
伺服电机3工作,通过同步带轮一2、同步带三22、带动同步带轮四24转动,同步带轮四24驱动轴二25旋转,轴二25带动气动离合器17、动态扭矩传感器16、联轴器15、轴三26、同步带一14、同步带轮二13旋转,同步带一14带动同步带轮六32旋转,带动拧紧头34开始旋转,直到测距传感器33找到底火上的凹槽再停止旋转;
然后伺服电机3继续工作,通过同步带轮三23和同步带二21带动同步带轮五28转动,带动轴四29旋转,带动直线执行器18动作,通过旋转分配器30、带动拧紧轴31向下移动;
拧紧头34下降直到三爪进入底火凹槽,这时气动离合器17和直线执行器18同时工作,带动拧紧头34旋转、下降;当动态扭矩传感器16或测距传感器33达到设定值时,两个伺服电机立即停止。
拧紧装置还包含对位夹紧装置,所述的对位夹紧装置包含阻挡器6,阻挡器6固定在伺服电机所固定的机架的板的下方,所述的阻挡器位于模板的流程线的输送行程上。
拧紧装置还包含顶升气缸7,顶升气缸7能够推动着模板将其推出输送线,模板上包含着药筒。
所述的拧紧轴31下方安装着测距传感器。所述的拧紧头底部包含三个爪,拧紧头的三个爪能够进入底火凹槽。
本发明进一步技术方案在于,还包含如下步骤,
拧紧头34复位,夹紧气缸10复位,顶升气缸7复位;
同时动态扭矩传感器16与测距传感器33在线检测,并记录、自动判定是否合格;
具备手动、联动、自动控制模式。
总的来说,本专利的旋转伺服电机固定在机架上,当传感器检测到药筒进入本工位,顶模机构由气缸驱动顶升底火模板,然后由夹紧气缸驱动夹紧机构夹紧,通过同步带带动驱动拧紧头旋转,找坑,找到位置后,拧紧旋转,动作直线执行器驱动拧紧头直线移动。实现拧紧,所有机构均固定在机架上。
相对于现有技术,有如下突出优势:
1. 动态扭矩传感器16能够测定拧紧程度,实现电脑控制,没有人为的因素对产品的控制;
2. 测距传感器33能够实现自动化操作;
3. 能够实现在线记录,更方便生产的控制和管理;
4.生产效率高,不用人工操作,安全,因为是机器标准化操作。
需要说明的是,文中所述的夹紧手指可以任意种类的机械手,只要和火工产品能够配合即可,毫无疑问,机械手作为夹持用具能够实现。
所述的拧紧头可以参照目前的改锥的形式,即,其和底火凹槽的形状能够契合或者带动起转动即可。两个伺服电机都固定在机架上。
开创性地,以上各个效果独立存在,还能用一套结构完成上述结果的结合。
以上结构实现的技术效果实现清晰,如果不考虑附加的技术方案,本专利名称还可以是一种火工生产机械。
需要说明的是,本专利提供的多个方案包含本身的基本方案,相互独立,并不相互制约,但是其也可以在不冲突的情况下相互组合,达到多个效果共同实现。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本领域的技术人员应该了解本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的范围内。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号