产品搜索
当前位置:首页->用于灌装机的间歇式自动拉膜机械手
用于灌装机的间歇式自动拉膜机械手
【申请公布号:CN109455349A;申请权利人:浙江旭翔机械科技有限公司;发明设计人:王云德; 王炎贵;】
摘要:
本发明公开了一种用于灌装机的间歇式自动拉膜机械手,涉及灌装机,旨在解决推送前进距离不易控制的问题,其技术方案要点是:一种用于灌装机的间歇式自动拉膜机械手,包括色标感应机构、控制器以及执行机构;色标感应机构包括至少两个色标传感器;执行机构包括两块固定板、滑移连接于两块固定板之间的抓紧组件,以及用于驱动抓紧组件的驱动组件,驱动组件包括转动连接于两块固定板之间的主动同步带轮、从动同步带轮以及用于驱动主动同步带轮的伺服电机,主动同步带轮和从动同步带轮之间绕设有同步带,同步带的一段与抓紧组件固定。本发明的一种用于灌装机的间歇式自动拉膜机械手,无需考虑打滑问题,推送距离准确,适用于间歇式灌装机。
主权项:
1.一种用于灌装机的间歇式自动拉膜机械手,其特征在于:包括色标感应机构、控制器以及执行机构,所述控制器根据色标感应机构感应到的色标信号控制执行机构;所述色标感应机构包括至少两个色标传感器(11);所述执行机构包括两块相对固定于灌装机主机架的固定板(21)、滑移连接于两块固定板(21)之间的抓紧组件,以及用于驱动抓紧组件的驱动组件,所述驱动组件包括转动连接于两块固定板(21)之间的主动同步带轮(22)、从动同步带轮(23)以及用于驱动主动同步带轮(22)的伺服电机(24),所述主动同步带轮(22)和从动同步带轮(23)之间绕设有同步带(25),所述同步带(25)的一段与抓紧组件固定。
要求:
1.一种用于灌装机的间歇式自动拉膜机械手,其特征在于:包括色标感应机构、控制器以及执行机构,所述控制器根据色标感应机构感应到的色标信号控制执行机构;所述色标感应机构包括至少两个色标传感器(11);所述执行机构包括两块相对固定于灌装机主机架的固定板(21)、滑移连接于两块固定板(21)之间的抓紧组件,以及用于驱动抓紧组件的驱动组件,所述驱动组件包括转动连接于两块固定板(21)之间的主动同步带轮(22)、从动同步带轮(23)以及用于驱动主动同步带轮(22)的伺服电机(24),所述主动同步带轮(22)和从动同步带轮(23)之间绕设有同步带(25),所述同步带(25)的一段与抓紧组件固定。
2.根据权利要求1所述的用于灌装机的间歇式自动拉膜机械手,其特征在于:所述色标感应机构还包括固定安装于灌装机主机架的连接板(12)、与连接板(12)转动连接的调节座(13),以及滑移连接于调节座(13)的安装座(14),所述色标传感器(11)固定安装于安装座(14)。
3.根据权利要求2所述的用于灌装机的间歇式自动拉膜机械手,其特征在于:所述调节座(13)竖直固定有导向柱(15),所述安装座(14)贯穿开设有导向孔(16),所述导向柱(15)于导向孔(16)间隙插接配合。
4.根据权利要求3所述的用于灌装机的间歇式自动拉膜机械手,其特征在于:所述调节座(13)转动连接有与导向柱(15)相平行的调节螺杆(17),所述安装座(14)贯穿开设有与调节螺杆(17)螺纹配合的调节螺孔(18),所述调节螺杆(17)底端延伸出调节座(13),并固定设置有手拧头(19)。
5.根据权利要求2所述的用于灌装机的间歇式自动拉膜机械手,其特征在于:所述安装座(14)水平设置有两块相对板(20),所述相对板(20)俯视呈扇形,且内弧线朝向卷筒状纸筒,所述色标传感器(11)的具体数量为两个,且均固定于两块相对板(20)之间,两个所述色标传感器(11)的感应方向呈交叉设置。
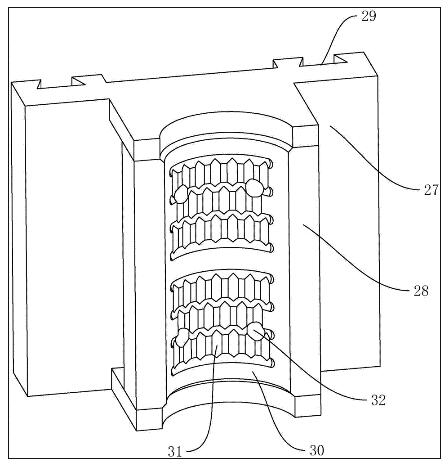
6.根据权利要求1所述的用于灌装机的间歇式自动拉膜机械手,其特征在于:两块所述固定板(21)相对面均固定设置有燕尾滑轨(26),所述抓紧组件包括滑移座(27)以及固定于滑移座(27)的吸盘(28),所述滑移座(27)开设有与燕尾滑轨(26)滑移配合的燕尾槽(29)。
7.根据权利要求6所述的用于灌装机的间歇式自动拉膜机械手,其特征在于:所述吸盘(28)具有一圆弧面(30),所述圆弧面(30)内开设有凹槽(31),所述凹槽(31)内开设有吸气孔(32)。
8.根据权利要求1所述的用于灌装机的间歇式自动拉膜机械手,其特征在于:两块所述固定板(21)于抓紧组件的起始高度处分别固定有垂直板(33),两块所述垂直板(33)之间转动连接有压迫导轮(34)。
9.根据权利要求8所述的用于灌装机的间歇式自动拉膜机械手,其特征在于:所述垂直板(33)水平开设有行程槽(35),所述行程槽(35)内滑移连接有滑移块(36),所述压迫导轮(34)同轴固定有转轴(37),所述转轴(37)两端分别与相应滑移块(36)转动连接。
10.根据权利要求9所述的用于灌装机的间歇式自动拉膜机械手,其特征在于:所述行程槽(35)一端与滑移块(36)之间设置有压缩弹簧(38),所述行程槽(35)另一端螺纹配合有手拧螺栓(39),所述手拧螺栓(39)抵紧于滑移块(36)。
用于灌装机的间歇式自动拉膜机械手
技术领域
本发明涉及灌装机,更具体地说,它涉及一种用于灌装机的间歇式自动拉膜机械手。
背景技术
在液态食品灌装工艺中,由连续的包装材料来形成砖形包装盒或者钻形包装盒的制造技术已经得到广泛的应用。
灌装机的生产工艺流程一般包括,包装材料成筒,即引导包装材料弯曲并热封固定包装材料的两侧,形成圆柱状的空心纸筒;食品注入,即通过管道将被灌装的食品注入到空心纸筒内;容量成型封口,即热封柱状纸筒的两端并切断,从而制成两端封口且包裹有被灌装的食品的纸包;灌装盒定型,即通过挤压迫使纸包形成所需形状,再通过折叠边角并固定,从而制成砖形包或者钻形包。
包装材料在弯曲为卷筒状后需要将其送入到容量预成型封口机器人内,现有技术中,一般通过电机驱动摩擦轮,从而利用摩擦轮圆周面与卷筒状包装纸的表面摩擦力,推送空心纸筒进入容量预成型封口机器人。
上述方式适用于连续式的灌装机,当运用于间歇式的灌装机时,由于间歇式的灌装机需要确保,单次卷筒状包装纸的前进距离,等于单个容量盒所需的包装纸长度用量,而上述方案中存在较大的打滑隐患,存在推送前进距离不易控制的问题,因此不适用于间歇式的灌装机;因此需要提出一种新的方案来解决这个问题。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种用于灌装机的间歇式自动拉膜机械手,无需考虑打滑问题,推送距离准确,适用于间歇式灌装机。
本发明的上述技术目的是通过以下技术方案得以实现的:一种用于灌装机的间歇式自动拉膜机械手,包括色标感应机构、控制器以及执行机构,所述控制器根据色标感应机构感应到的色标信号控制执行机构;所述色标感应机构包括至少两个色标传感器;所述执行机构包括两块相对固定于灌装机主机架的固定板、滑移连接于两块固定板之间的抓紧组件,以及用于驱动抓紧组件的驱动组件,所述驱动组件包括转动连接于两块固定板之间的主动同步带轮、从动同步带轮以及用于驱动主动同步带轮的伺服电机,所述主动同步带轮和从动同步带轮之间绕设有同步带,所述同步带的一段与抓紧组件固定。
通过采用上述技术方案,本发明在正常开机运用时,T1、由控制器控制抓紧组件抓紧卷筒状包装纸,并控制伺服电机驱动主动同步带轮顺时针旋转,从而带动同步带围绕主动同步带轮和从动同步带轮顺时针旋转,进而由同步带带动抓紧组件下移前进,抓紧组件在下移前进的过程中拉动卷筒状包装纸下移;T2、当色标传感器感应到色标后,由控制器控制抓紧组件松开卷筒状包装纸,并控制伺服电机驱动主动同步带轮逆时针旋转,从而通过同步带控制抓紧组件复位至初始位置;T3、控制器在延迟一定时长后,控制抓紧组件抓紧卷筒状包装纸,并控制伺服电机电机驱动主动同步带轮顺时针旋转,从而带动抓紧组件下移前进,进而拉扯卷筒状包装纸下移前进;重复T2、T3过程,从而循环实现卷筒状包装纸的间歇式推送;需要说明的是,T1过程为本发明开机运行完成的第一个动作,T2和T3过程为本发明正常运行时进行的循环动作;在正常运行时,控制器根据色标传感器感应到的色标对伺服电机和抓紧组件进行控制,从而仅需确保印刷于包装纸之上的相邻色标的间距,等于单个容量盒所需包装纸的长度用量,即可确保单次卷筒状包装纸的前进距离,等于单个容量盒所需的包装纸长度用量,从而无需考虑打滑问题,实现精准控制推送距离,适用于间歇式灌装机。
本发明进一步设置为:所述色标感应机构还包括固定安装于灌装机主机架的连接板、与连接板转动连接的调节座,以及滑移连接于调节座的安装座,所述色标传感器固定安装于安装座。
通过采用上述技术方案,利用调节座与连接板的转动连接,赋予色标传感器角度调节的能力,以适应不同包装纸的不同色标印刷位置;利用安装座与调节座的滑移连接,赋予色标传感器调整纵向位置的能力。
本发明进一步设置为:所述调节座竖直固定有导向柱,所述安装座贯穿开设有导向孔,所述导向柱于导向孔间隙插接配合。
通过采用上述技术方案,安装座通过导向孔与导向柱之间的滑移配合,实现对安装座活动度的限制,确保其纵向调整轨迹。
本发明进一步设置为:所述调节座转动连接有与导向柱相平行的调节螺杆,所述安装座贯穿开设有与调节螺杆螺纹配合的调节螺孔,所述调节螺杆底端延伸出调节座,并固定设置有手拧头。
通过采用上述技术方案,当需要向上滑动安装座时,顺时针转动调节螺杆,调节螺杆在转动的过程中与调节螺孔配合,产生向上的螺纹推进力,从而推动安装座向上滑动;当逆时针转动调节螺杆时,调节螺杆与调节螺孔配合,产生向下的螺纹推进力,从而推动安装座向下滑动;综上所述,仅需以不同的方向转动调节螺杆,即可控制安装座向上或者向下滑动,达到调整安装座纵向位置更加便利的技术效果;需要说明的是,手拧头的作用在于为转动调节螺杆提供一个施力点,从而为转动调节螺杆提供便利。
本发明进一步设置为:所述安装座水平设置有两块相对板,所述相对板俯视呈扇形,且内弧线朝向卷筒状纸筒,所述色标传感器的具体数量为两个,且均固定于两块相对板之间,两个所述色标传感器的感应方向呈交叉设置。
通过采用上述技术方案,安装座通过设置两块相对板形成的夹口为两个色标传感器提供一个稳定的安装位置,从而确保色标传感器的安装稳定性;两个色标传感器的感应方向呈交叉设置,从而提高感应范围,此处需要说明,采用上述设计,感应角度达到270°。
本发明进一步设置为:两块所述固定板相对面均固定设置有燕尾滑轨,所述抓紧组件包括滑移座以及固定于滑移座的吸盘,所述滑移座开设有与燕尾滑轨滑移配合的燕尾槽。
通过采用上述技术方案,抓紧组件利用吸盘实现对于卷筒状包装纸的抓紧,相较于夹爪夹紧卷筒状包装纸,有效防止卷筒状包装纸因夹持力而发生变形;抓紧组件利用燕尾滑轨和燕尾槽的滑移配合,实现滑移连接于两块固定板之间的技术要求。
本发明进一步设置为:所述吸盘具有一圆弧面,所述圆弧面内开设有凹槽,所述凹槽内开设有吸气孔。
通过采用上述技术方案,吸盘设置圆弧面贴合卷筒状包装纸,从而增大两者的接触面积,进而提高抓紧效果;将吸气孔设置于凹槽内,从而增大卷筒状包装纸的受吸力面积,进一步提高抓紧效果。
本发明进一步设置为:两块所述固定板于抓紧组件的起始高度处分别固定有垂直板,两块所述垂直板之间转动连接有压迫导轮。
通过采用上述技术方案,增设压迫导轮迫使卷筒状包装纸处于抓紧组件的抓持范围内,从而为抓紧组件抓取卷筒状包装纸提供便利。
本发明进一步设置为:所述垂直板水平开设有行程槽,所述行程槽内滑移连接有滑移块,所述压迫导轮同轴固定有转轴,所述转轴两端分别与相应滑移块转动连接。
通过采用上述技术方案,利用行程槽和滑移块之间的滑移配合,赋予压迫导轮横向调整的能力,从而达到适应不同直径的卷筒状包装纸的技术效果。
本发明进一步设置为:所述行程槽一端与滑移块之间设置有压缩弹簧,所述行程槽另一端螺纹配合有手拧螺栓,所述手拧螺栓抵紧于滑移块。
通过采用上述技术方案,在正常运行时滑移块两端分别由压缩弹簧和手拧螺栓抵紧,从而防止滑移块发生非正常滑动;当需要调整压迫导轮的横向位置时,拧松或者拧紧手拧螺栓即可,达到调整压迫导轮的横向位置更加便利的技术效果。
综上所述,本发明具有以下有益效果:控制器根据色标传感器感应到的色标对伺服电机和抓紧组件进行控制,从而仅需确保印刷于包装纸之上的相邻色标的间距,等于单个容量盒所需包装纸的长度用量,即可确保单次卷筒状包装纸的前进距离,等于单个容量盒所需的包装纸长度用量,从而无需考虑打滑问题,实现精准控制推送距离,适用于间歇式灌装机;利用调节座与连接板的转动连接,赋予色标传感器角度调节的能力,以适应不同包装纸的不同色标印刷位置;安装座通过导向孔与导向柱之间的滑移配合,实现对安装座活动度的限制,确保其纵向调整轨迹;仅需以不同的方向转动调节螺杆,即可控制安装座向上或者向下滑动,达到调整安装座纵向位置更加便利的技术效果;由手拧头提供一个转动调节螺杆的施力点,从而为转动调节螺杆提供便利;两个色标传感器的感应方向呈交叉设置,从而提高感应范围;抓紧组件利用吸盘实现对于卷筒状包装纸的抓紧,相较于夹爪夹紧卷筒状包装纸,有效防止卷筒状包装纸因夹持力而发生变形;吸盘设置圆弧面贴合卷筒状包装纸,从而增大两者的接触面积,进而提高抓紧效果;将吸气孔设置于凹槽内,从而增大卷筒状包装纸的受吸力面积,进一步提高抓紧效果;增设压迫导轮迫使卷筒状包装纸处于抓紧组件的抓持范围内,从而为抓紧组件抓取卷筒状包装纸提供便利;利用行程槽和滑移块之间的滑移配合,赋予压迫导轮横向调整的能力,从而达到适应不同直径的卷筒状包装纸的技术效果;拧松或者拧紧手拧螺栓即可调整压迫导轮的横向位置,从而为调整压迫导轮的横向位置更加便利的技术效果。
附图说明
图1为本发明的整体结构示意图,该附图中中文标注的“卷筒状包装纸”进行有截选处理;
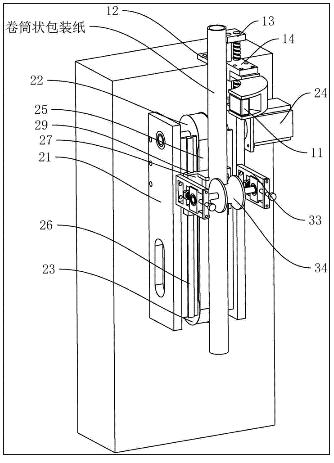
图2为本发明色标感应机构的结构示意图;
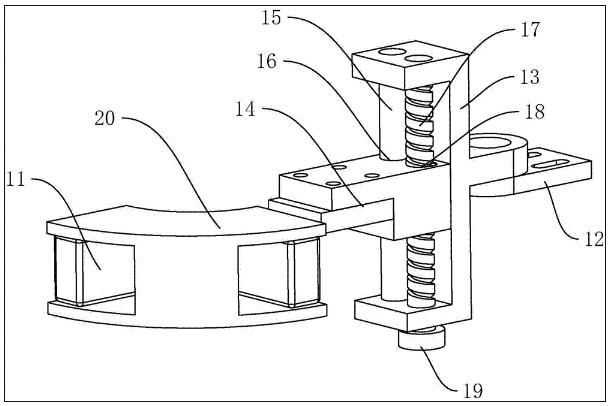
图3为本发明色标感应机构另一视角的结构示意图,主要表示两个色标传感器的感应方向;
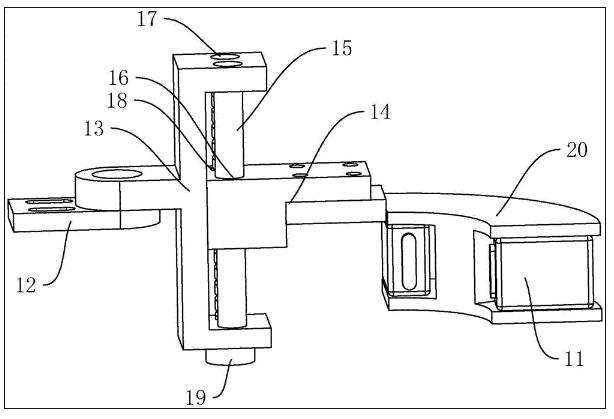
图4为本发明执行机构的结构示意图;
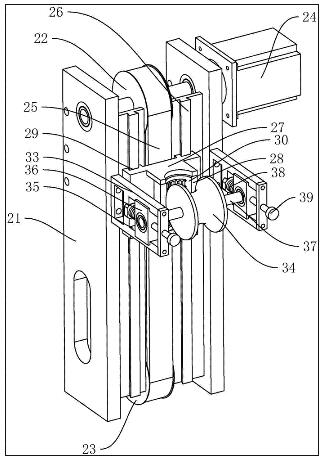
图5为本发明抓紧组件的结构示意图。
附图说明:11、色标传感器;12、连接板;13、调节座;14、安装座;15、导向柱;16、导向孔;17、调节螺杆;18、调节螺孔;19、手拧头;20、相对板;21、固定板;22、主动同步带轮;23、从动同步带轮;24、伺服电机;25、同步带;26、燕尾滑轨;27、滑移座;28、吸盘;29、燕尾槽;30、圆弧面;31、凹槽;32、吸气孔;33、垂直板;34、压迫导轮;35、行程槽;36、滑移块;37、转轴;38、压缩弹簧;39、手拧螺栓。
具体实施方式
以下结合附图对本发明作进一步详细说明。
用于灌装机的间歇式自动拉膜机械手,如图1所示,包括色标感应机构、控制器以及执行机构,控制器根据色标感应机构感应到的色标信号控制执行机构,其中控制器为采购自德国西门子股份公司的S7-200PCL控制器;色标感应机构包括至少两个色标传感器11,其中色标传感器11可以为采购自德国西门子股份公司的SIMATICMV220紧凑型色标传感器;执行机构包括两块相对固定于灌装机主机架的固定板21、滑移连接于两块固定板21之间的抓紧组件,以及用于驱动抓紧组件的驱动组件,驱动组件包括转动连接于两块固定板21之间的主动同步带轮22、从动同步带轮23以及用于驱动主动同步带轮22的伺服电机24,主动同步带轮22和从动同步带轮23之间绕设有同步带25,同步带25的一段与抓紧组件固定。
本发明在正常开机运用时,T1、由控制器控制抓紧组件抓紧卷筒状包装纸,并控制伺服电机24驱动主动同步带轮22顺时针旋转,从而带动同步带25围绕主动同步带轮22和从动同步带轮23顺时针旋转,进而由同步带25带动抓紧组件下移前进,抓紧组件在下移前进的过程中拉动卷筒状包装纸下移;T2、当色标传感器11感应到印刷于包装纸上的色标后,由控制器控制抓紧组件松开卷筒状包装纸,并控制伺服电机24驱动主动同步带轮22逆时针旋转,从而通过同步带25带动抓紧组件复位至初始位置;T3、控制器在延迟一定时长后,控制抓紧组件抓紧卷筒状包装纸,并控制伺服电机24驱动主动同步带轮22顺时针旋转,从而带动抓紧组件下移前进,进而由抓紧组件拉扯卷筒状包装纸下移前进;重复T2、T3过程,从而循环实现卷筒状包装纸的间歇式推送;需要说明的是,T1过程为本发明开机运行完成的第一个动作,该时间段内灌装机为调试截断,制成的容量盒为废包,T2和T3过程为本发明正常运行时进行的循环动作;在正常运行时,控制器根据色标传感器11感应到的色标对伺服电机24和抓紧组件进行控制,从而仅需确保印刷于包装纸之上的相邻色标的间距,等于单个容量盒所需包装纸的长度用量,即可确保单次卷筒状包装纸的前进距离,等于单个容量盒所需的包装纸长度用量,从而无需考虑打滑问题,实现精准控制推送距离,适用于间歇式灌装机。
在实际运用中发现,不同的包装纸其色标的印刷位置可能会存在不同,为此如图1、图2所示,色标感应机构还包括固定安装于灌装机主机架的连接板12、与连接板12转动连接的调节座13,以及滑移连接于调节座13的安装座14,色标传感器11固定安装于安装座14,从而利用调节座13与连接板12的转动连接,赋予色标传感器11角度调节的能力,以适应更多的色标印刷位置;需要说明的是,利用安装座14与调节座13的滑移连接,赋予色标传感器11调整纵向位置的能力,其目的在于,当包装纸的发生印刷错位或者位置偏差时,无需重新启动整体灌装机,仅需由工人控制安装座14的滑动,从而迫使色标传感器11主动去对准相应的色标即可(手动调整色标传感器11的纵向位置后,可能会产生废包,需要由工人取出)。
安装座14通过如下方式与调节座13滑移连接,如图2、图3所示,调节座13竖直固定有导向柱15,安装座14贯穿开设有导向孔16,导向柱15于导向孔16间隙插接配合,安装座14通过导向孔16与导向柱15之间的滑移配合,实现对安装座活动度的限制,确保其纵向调整轨迹。
本发明中通过如下方式控制安装座14的滑动,如图2、图3所示,调节座13转动连接有与导向柱15相平行的调节螺杆17,安装座14贯穿开设有与调节螺杆17螺纹配合的调节螺孔18;当需要向上滑动安装座14时,顺时针转动调节螺杆17,调节螺杆17在转动的过程中与调节螺孔18配合,产生向上的螺纹推进力,从而推动安装座14向上滑动;当逆时针转动调节螺杆17时,调节螺杆17与调节螺孔18配合,产生向下的螺纹推进力,从而推动安装座14向下滑动;综上所述,仅需以不同的方向转动调节螺杆17,即可控制安装座14向上或者向下滑动,达到调整安装座14纵向位置更加便利的技术效果;调节螺杆17底端延伸出调节座13,并套接固定有手拧头19,从而由手拧头19为转动调节螺杆17提供一个施力点,进而为转动调节螺杆17提供便利。
色标传感器11通过如下方式安装于安装座14,如图2、图3所示,安装座14水平焊接固定有两块相对板20,相对板20俯视呈扇形,且内弧线朝向卷筒状纸筒,色标传感器11的具体数量为两个,且均固定于两块相对板20之间,两块相对板20形成的夹口为两个色标传感器11提供一个稳定的安装位置,从而确保色标传感器11的安装稳定性;两个色标传感器11的感应方向呈交叉设置,从而将感应范围提升至270°,色标可能存在于卷筒状包装纸的整个圆周面,但是色标本身具有一定的宽度,因此将感应范围提升至270°即可适应绝大多数的卷筒状包装纸。
抓紧组件通过如下方式滑移连接于两块固定板21之间,如图4、图5所示,两块固定板21相对面均固定设置有燕尾滑轨26,抓紧组件包括滑移座27以及固定于滑移座27的吸盘28,滑移座27开设有与燕尾滑轨26滑移配合的燕尾槽29,从而抓紧组件利用燕尾滑轨26和燕尾槽29的滑移配合,实现滑移连接于两块固定板21之间的技术要求,需要说明的是,吸盘28订购自施迈茨(上海)真空科技有限公司。
为提高吸盘28的抓紧效果,如图5所示,吸盘28具有一圆弧面30,圆弧面30的半径大于等于卷筒状包装纸的半径,从而通过圆弧面30增大吸盘28与卷筒状包装纸的接触面积,进而提高抓紧效果;同时,圆弧面30内开设有凹槽31,凹槽31内开设有吸气孔32,从而增大卷筒状包装纸的受吸力面积,进一步提高抓紧效果。
在实际运用中发现,若不对卷筒状包装纸进行一定的限制,可能存在卷筒状包装纸与吸盘28距离过远,导致吸盘28吸附卷筒状包装纸所需时间过长的问题,为此如图5所示,两块固定板21于抓紧组件的起始高度处分别螺栓固定有垂直板33,两块垂直板33之间转动连接有压迫导轮34,从而通过增设压迫导轮34迫使卷筒状包装纸贴合于吸盘28的圆弧面30,达到吸盘28吸附固定卷筒状包装纸更加快捷的技术效果。
需要说明的是,如图5所示,垂直板33水平开设有行程槽35,行程槽35内滑移连接有滑移块36,压迫导轮34同轴固定有转轴37,转轴37两端分别与相应滑移块36转动连接,从而利用行程槽35和滑移块36之间的滑移配合,赋予压迫导轮34横向调整的能力,进而通过调节压迫导轮34与吸盘28的距离,调整压迫导轮34对于卷筒状包装纸的压迫力。
本发明通过如下方式横向调整压迫导轮34,如图5所示,行程槽35一端与滑移块36之间设置有压缩弹簧38,行程槽35另一端螺纹配合有手拧螺栓39,手拧螺栓39抵紧于滑移块36;灌装机在正常运行时滑移块36两端分别由压缩弹簧38和手拧螺栓39抵紧,从而防止滑移块36发生非正常滑动;当需要调整压迫导轮34的横向位置时,拧松或者拧紧手拧螺栓39即可,达到调整压迫导轮34的横向位置更加便利的技术效果。
具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
相关连接:

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号