产品搜索
当前位置:首页->用于多通道放电烧蚀铣削加工的集束电极旋转夹持装置
用于多通道放电烧蚀铣削加工的集束电极旋转夹持装置
【申请(专利)号:CN201810703601.7;申请权利人:南京航空航天大学;发明设计人:邱明波; 傅炯波; 马坚坚;】
摘要:
一种用于多通道放电烧蚀铣削加工的集束电极旋转夹持装置,它包括同步带(3)、直流电机(5)、SMC旋转接头(9)、导电滑环(17)。其特征是直流电机(5)和集束电极(7)通过同步带(3)连接传动;导电滑环(17)转子端导线(16)与集束电极的进电导线(13)相接,导电滑环(17)定子端导线(20)与电火花机床电源线相接,从而实现集束电极的进电;旋转接头连接件(8)一端与集束电极(7)进气管过盈配合,另一端与管螺母(23)过盈配合,管螺母(23)与SMC旋转接头(9)旋转一端通过管螺纹连接,从而实现集束电极的进气、进雾。本发明可实现集束电极的进电、进气雾、旋转,用于平面、沟槽、和模具的特殊形面的多通道放电烧蚀铣削加工。
主权项:
1.一种用于多通道放电烧蚀铣削加工的集束电极旋转夹持装置,它包括铝型材(1,12)、同步带轮(2,21)、同步带(3)、电机座(4)、直流电机(5)、紧固螺钉(6,11,15,19)、集束电极(7)、旋转接头连接件(8)、SMC旋转接头(9)、旋转接头固定件(10)、角件(14)、导电滑环(17)、导电滑环座(18)、挡屑板(22)、管螺母(23)、轴套(24,25,26)、轴承(27)。其特征是铝型材(1)固定在电火花机床主轴上,铝型材(12)与铝型材(1)通过角件(14)以及紧固螺钉(15)固定,直流电机(5)固定在电机座(4)上,电机座(4)以及导电滑环座(18)用紧固螺钉(6,19)固定在铝型材(1)上;轴套(24,25,26)过盈安装在集束电极(7)上;轴套(25)以及直流电机(5)输出轴上装有同步带轮(2,21),直流电机(5)和集束电极(7)通过同步带(3)连接传动;导电滑环(17)以及轴承(27)过盈安装在导电滑环座(18)上;导电滑环(17)转子端导线(16)与集束电极的进电导线(13)相接,导电滑环(17)定子端导线(20)与电火花机床的电源线相接,从而实现集束电极的进电;旋转接头连接件(8)一端与集束电极(7)进气管过盈配合,另一端与管螺母(23)过盈配合,管螺母(23)与SMC旋转接头(9)旋转一端通过管螺纹连接,从而实现集束电极的进气、进雾,旋转接头(9)固定一端通过旋转接头固定件(10)固定在铝型材(12)上;由于在多通道放电烧蚀铣削加工过程中会产生大量的蚀除颗粒,为了防止蚀除颗粒引起集束电极(7)、轴套(26)以及轴承(27)间的堵塞,在导电滑环座(18)下端安装一块挡屑板(22)。
要求:
1.一种用于多通道放电烧蚀铣削加工的集束电极旋转夹持装置,它包括铝型材(1,12)、同步带轮(2,21)、同步带(3)、电机座(4)、直流电机(5)、紧固螺钉(6,11,15,19)、集束电极(7)、旋转接头连接件(8)、SMC旋转接头(9)、旋转接头固定件(10)、角件(14)、导电滑环(17)、导电滑环座(18)、挡屑板(22)、管螺母(23)、轴套(24,25,26)、轴承(27)。其特征是铝型材(1)固定在电火花机床主轴上,铝型材(12)与铝型材(1)通过角件(14)以及紧固螺钉(15)固定,直流电机(5)固定在电机座(4)上,电机座(4)以及导电滑环座(18)用紧固螺钉(6,19)固定在铝型材(1)上;轴套(24,25,26)过盈安装在集束电极(7)上;轴套(25)以及直流电机(5)输出轴上装有同步带轮(2,21),直流电机(5)和集束电极(7)通过同步带(3)连接传动;导电滑环(17)以及轴承(27)过盈安装在导电滑环座(18)上;导电滑环(17)转子端导线(16)与集束电极的进电导线(13)相接,导电滑环(17)定子端导线(20)与电火花机床的电源线相接,从而实现集束电极的进电;旋转接头连接件(8)一端与集束电极(7)进气管过盈配合,另一端与管螺母(23)过盈配合,管螺母(23)与SMC旋转接头(9)旋转一端通过管螺纹连接,从而实现集束电极的进气、进雾,旋转接头(9)固定一端通过旋转接头固定件(10)固定在铝型材(12)上;由于在多通道放电烧蚀铣削加工过程中会产生大量的蚀除颗粒,为了防止蚀除颗粒引起集束电极(7)、轴套(26)以及轴承(27)间的堵塞,在导电滑环座(18)下端安装一块挡屑板(22)。
2.根据权利要求1所述的集束电极旋转夹持装置,其特征是电机转速为100r/min-1000r/min,通过同步带(3)带动集束电极(7)进行旋转运动。
3.根据权利要求1所述的集束电极旋转夹持装置,其特征是导电滑环座(18)采用PLA或ABS材料通过熔融沉积成形(FDM),并采用紧固螺钉(19)固定在铝型材(1)上。
4.根据权利要求1所述的集束电极旋转夹持装置,其特征是用导电滑环(17)实现集束电极在旋转过程中的进电,导电滑环(17)为是过孔导电滑环,导电滑环的线数为6-48线,每路电流为10-30A。
5.根据权利要求1所述的集束电极旋转夹持装置,其特征是轴承(27)为密封轴承,挡屑板(22)通过胶水固定在导电滑环座(18)下端,从而防止蚀除颗粒引起集束电极(7)、轴套(26)以及轴承(27)间的堵塞。
6.根据权利要求1所述的集束电极旋转夹持装置,其特征是用SMC旋转接头(9)实现集束电极在旋转过程中的进气、进雾。气雾的工作压力为0.01~1MPa。
7.根据权利要求1所述的集束电极旋转夹持装置,其特征是旋转接头连接件(8)采用PLA或ABS材料通过熔融沉积成形(FDM),一端与集束电极(7)进气管过盈配合,另一端与管螺母(23)过盈配合,两端均用树脂AB胶进行密封。
8.根据权利要求1所述的集束电极旋转夹持装置,其特征是装置使用螺钉紧固的方式固定到电火花机床主轴上。
用于多通道放电烧蚀铣削加工的集束电极旋转夹持装置
技术领域
本发明涉及一种用于多通道放电烧蚀铣削加工的集束电极旋转夹持装置,用于平面、沟槽、和模具的特殊形面的加工,具体地说是一种用于多通道放电烧蚀铣削加工,实现集束电极进电、进气雾、旋转的夹持装置。
背景技术
电火花加工利用电能转化为热能去除工件材料,只与被加工对象的导电性有关,与加工对象的硬度、强度等力学性能无关,是金属加工的重要方法。然而,相比于机械加工方法,电火花加工存在加工效率低、表面质量相对较差的劣势。
为提高电火花加工效率,刘志东教授提出一种电火花放电诱导烧蚀加工方法,该方法在电火花放电过程中通入氧气,利用金属燃烧产生的巨大化学能蚀除工件,加工效率较传统电火花加工提高10倍以上。徐安阳使用功能电极进行放电雾化烧蚀加工,发现功能电极能提高加工效率,改善工件表面质量。该功能电极是由多根中空铜管制备而成的集束电极。考虑集束电极中每根电极采用单独进电的方式进行电火花加工,能够在同一时刻实现多电极、多通道的同时放电,能极大的提高电火花放电诱导烧蚀加工的加工效率。
针对多通道放电烧蚀加工方法,有必要设计一种实现集束电极进电、进气雾、旋转的夹持装置用来实现多通道放电烧蚀铣削加工。
发明内容
本发明的目的是针对电火花多通道放电烧蚀加工方法,设计一种用于多通道放电烧蚀铣削加工的集束电极旋转夹持装置,图1为集束电极实物图,该装置用于平面、沟槽、和模具的特殊形面的加工,具体地说是一种用于多通道放电烧蚀铣削加工,实现集束电极进电、进气雾、旋转的夹持装置。
本发明采用下列技术方案:
一种用于多通道放电烧蚀铣削加工的集束电极旋转夹持装置,它包括铝型材(1,12)、同步带轮(2,21)、同步带(3)、电机座(4)、直流电机(5)、紧固螺钉(6,11,15,19)、集束电极(7)、旋转接头连接件(8)、SMC旋转接头(9)、旋转接头固定件(10)、角件(14)、导电滑环(17)、导电滑环座(18)、挡屑板(22)、管螺母(23)、轴套(24,25,26)、轴承(27)。其特征是铝型材(1)固定在电火花机床主轴上,铝型材(12)与铝型材(1)通过角件(14)以及紧固螺钉(15)固定,直流电机(5)固定在电机座(4)上,电机座(4)以及导电滑环座(18)用紧固螺钉(6,19)固定在铝型材(1)上;轴套(24,25,26)过盈安装在集束电极(7)上;轴套(25)以及直流电机(5)输出轴上装有同步带轮(2,21),直流电机(5)和集束电极(7)通过同步带(3)连接传动;导电滑环(17)以及轴承(27)过盈安装在导电滑环座(18)上;导电滑环(17)转子端导线(16)与集束电极的进电导线(13)相接,导电滑环(17)定子端导线(20)与电火花机床的电源线相接,从而实现集束电极的进电;旋转接头连接件(8)一端与集束电极(7)进气管过盈配合,另一端与管螺母(23)过盈配合,管螺母(23)与SMC旋转接头(9)旋转一端通过管螺纹连接,从而实现集束电极的进气、进雾,旋转接头(9)固定一端通过旋转接头固定件(10)固定在铝型材(12)上;由于在多通道放电烧蚀铣削加工过程中会产生大量的蚀除颗粒,为了防止蚀除颗粒引起集束电极(7)、轴套(26)以及轴承(27)间的堵塞,在导电滑环座(18)下端安装一块挡屑板(22)。
所述的直流电机(5)转速为100r/min-1000r/min,通过同步带(3)带动集束电极(7)进行旋转运动。
所述的导电滑环座(18)采用PLA或ABS材料通过熔融沉积成形(FDM),并采用紧固螺钉(19)固定在铝型材(1)上。
所述的导电滑环(17)实现集束电极在旋转过程中的进电,导电滑环(17)是过孔导电滑环,导电滑环的线数为6-48线,每路电流为10-30A。
所述的轴承(27)为密封轴承,挡屑板(22)通过胶水固定在导电滑环座(18)下端,从而防止蚀除颗粒引起集束电极(7)、轴套(26)以及轴承(27)间的堵塞。
所述的SMC旋转接头(9)实现集束电极在旋转过程中的进气、进雾。气雾的工作压力为0.01~1MPa。
所述的旋转接头连接件(8)采用PLA或ABS材料通过熔融沉积成形(FDM),一端与集束电极(7)进气管过盈配合,另一端与管螺母(23)过盈配合,两端均用树脂AB胶进行密封。
所述的集束电极旋转夹持装置,使用螺钉紧固的方式固定到电火花机床主轴上。
本发明具有如下有益效果:
通过过孔导电滑环及SMC旋转接头实现了集束电极在旋转过程中的进电、进气雾,从而实现了集束电极的多通道放电烧蚀铣削加工,用于平面、沟槽、和模具的特殊形面的加工。
附图说明
图1是集束电极实物图。
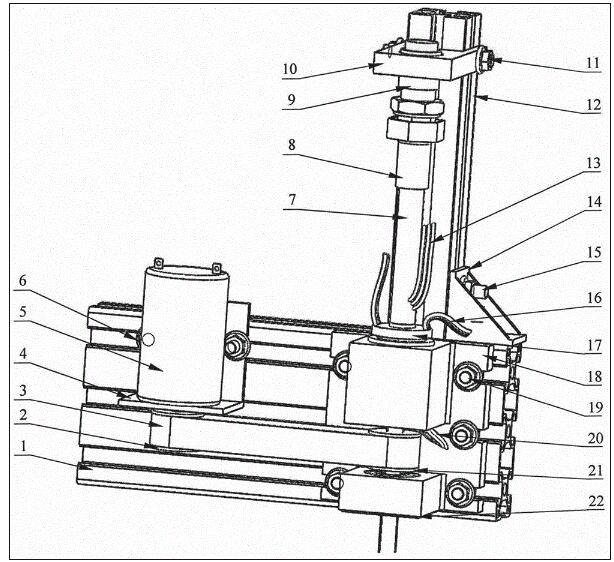
图2是本发明的结构示意图。
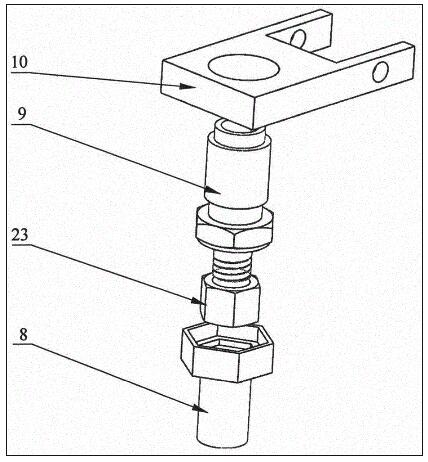
图3是本发明旋转接头部分的爆炸图。
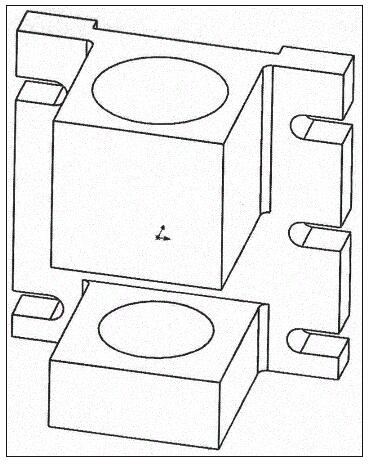
图4是本发明导电滑环座的结构图。
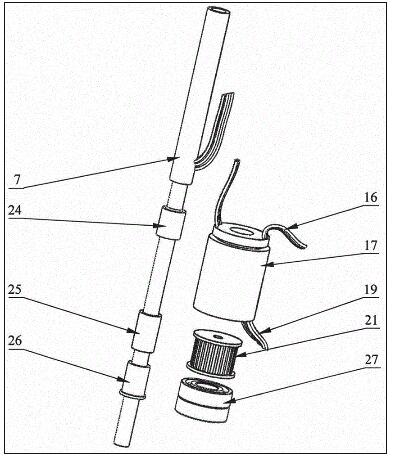
图5是本发明集束电极部分的爆炸图。
具体实施方式
下面结合附图和实施例对本发明作进一步的说明。
如图2-5所示,
一种用于多通道放电烧蚀铣削加工的集束电极旋转夹持装置,它包括铝型材(1,12)、同步带轮(2,21)、同步带(3)、电机座(4)、直流电机(5)、紧固螺钉(6,11,15,19)、集束电极(7)、旋转接头连接件(8)、SMC旋转接头(9)、旋转接头固定件(10)、角件(14)、导电滑环(17)、导电滑环座(18)、挡屑板(22)、管螺母(23)、轴套(24,25,26)、轴承(27)。其特征是铝型材(1)固定在电火花机床主轴上,铝型材(12)与铝型材(1)通过角件(14)以及紧固螺钉(15)固定,直流电机(5)固定在电机座(4)上,电机座(4)以及导电滑环座(18)用紧固螺钉(6,19)固定在铝型材(1)上;轴套(24,25,26)过盈安装在集束电极(7)上;轴套(25)以及直流电机(5)输出轴上装有同步带轮(2,21),直流电机(5)和集束电极(7)通过同步带(3)连接传动;导电滑环(17)以及轴承(27)过盈安装在导电滑环座(18)上;导电滑环(17)转子端导线(16)与集束电极的进电导线(13)相接,导电滑环(17)定子端导线(20)与电火花机床的电源线相接,从而实现集束电极的进电;旋转接头连接件(8)一端与集束电极(7)进气管过盈配合,另一端与管螺母(23)过盈配合,管螺母(23)与SMC旋转接头(9)旋转一端通过管螺纹连接,从而实现集束电极的进气、进雾,旋转接头(9)固定一端通过旋转接头固定件(10)固定在铝型材(12)上;由于在多通道放电烧蚀铣削加工过程中会产生大量的蚀除颗粒,为了防止蚀除颗粒引起集束电极(7)、轴套(26)以及轴承(27)间的堵塞,在导电滑环座(18)下端安装一块挡屑板(22)。
在加工过程中,电机转速为100r/min-1000r/min,通过同步带(3)带动集束电极(7)进行旋转运动;导电滑环(17)实现在旋转过程中集束电极每根电极的单独进电;通过SMC旋转接头(9)实现集束电极在旋转过程中的进气、进雾,从而实现了集束电极的多通道放电烧蚀铣削加工,用于平面、沟槽、和模具的特殊形面的加工。
本发明未涉及部分均与现有技术相同或可采用现有技术加以实现。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号