产品搜索
当前位置:首页->一种自动上腰头机
一种自动上腰头机
【申请公布号:CN111411456A;;申请权利人:深圳市宜荣科技有限公司;发明设计人: 金志勇; 夏永坚; 冯伟强; 刘宇健;】
摘要:
本发明公开了一种自动上腰头机,包括由缝纫机设置在缝纫机下方的主动压轮所构成的车缝主体;还包括橡筋拉伸装置,所述橡筋拉伸装置包括橡筋、辅助轮、顶布钢板、弧形钢片、纠偏轮座、第一步进电机和丝杠模组,所述第一步进电机为丝杠模组提供动力,所述纠偏轮座安装在丝杠模组上;还包括橡胶对位装置,所述橡胶对位装置包括橡筋对位轮、骨位检测传感器、第一同步轮、第一同步带和对位轮步进电机本发明使用位移传感器检测腰头橡筋带上的骨位,从而实现每次车缝的起点都一致;使用皮带纠偏装置中皮带自身摩擦力强的效果带动裤身,从而在车缝中调节止口大小;利用纠偏装置和传动轮配合实现上腰头这种工艺的自动加工,提升生产效率、缝纫效果。
主权项:
1.一种自动上腰头机,其特征在于,包括由缝纫机(1)设置在缝纫机(1)下方的主动压轮(2)所构成的车缝主体;还包括橡筋拉伸装置,所述橡筋拉伸装置包括橡筋(7)、辅助轮(4)、顶布钢板(5)、弧形钢片(6)、纠偏轮座(10)、第一步进电机(8)和丝杠模组(9),所述第一步进电机(8)、丝杠模组(9)提供动力,所述纠偏轮座(10)安装在丝杠模组(9)上;还包括橡胶对位装置,所述橡胶对位装置包括橡筋对位轮(3)、骨位检测传感器(11)、第一同步轮(14)、第一同步带和对位轮步进电机(13),所述对位轮步进电机(13)通过同步轮(14)和同步带的配合带动橡筋对位轮(3)逆时针方向转动;还包括皮带纠偏装置,所述皮带纠偏装置包括主动轮(15)、皮带传动机构(16)、皮带步进电机(17)、主动轮步进电机(18)、第二同步带(19)、联轴器(21)、第二同步轮(20)、皮带(22)、导轮(23)、轴承(24)、涡轮(25)和蜗杆(26),所述主动轮步进电机(18)通过第二同步轮(20)和第二同步带(19)传动控制主动轮运转,所述皮带步进电机(17)通过联轴器(21)连接蜗杆(26)控制皮带传动机构(16)运转;还包括用于对裤身皱褶进行扫平的毛刷纠偏装置。
要求:
1.一种自动上腰头机,其特征在于,包括由缝纫机(1)设置在缝纫机(1)下方的主动压轮(2)所构成的车缝主体;
还包括橡筋拉伸装置,所述橡筋拉伸装置包括橡筋(7)、辅助轮(4)、顶布钢板(5)、弧形钢片(6)、纠偏轮座(10)、第一步进电机(8)和丝杠模组(9),所述第一步进电机(8)、丝杠模组(9)提供动力,所述纠偏轮座(10)安装在丝杠模组(9)上;
还包括橡胶对位装置,所述橡胶对位装置包括橡筋对位轮(3)、骨位检测传感器(11)、第一同步轮(14)、第一同步带和对位轮步进电机(13),所述对位轮步进电机(13)通过同步轮(14)和同步带的配合带动橡筋对位轮(3)逆时针方向转动;
还包括皮带纠偏装置,所述皮带纠偏装置包括主动轮(15)、皮带传动机构(16)、皮带步进电机(17)、主动轮步进电机(18)、第二同步带(19)、联轴器(21)、第二同步轮(20)、皮带(22)、导轮(23)、轴承(24)、涡轮(25)和蜗杆(26),所述主动轮步进电机(18)通过第二同步轮(20)和第二同步带(19)传动控制主动轮运转,所述皮带步进电机(17)通过联轴器(21)连接蜗杆(26)控制皮带传动机构(16)运转;
还包括用于对裤身皱褶进行扫平的毛刷纠偏装置。
2.根据权利要求1所述的一种自动上腰头机,其特征在于,所述丝杠模组(9)通过第一步进电机(8)联动丝杠运转带动纠偏轮座(10)运动。
3.根据权利要求1所述的一种自动上腰头机,其特征在于,所述骨位检测传感器(11)实为位移传感器。
4.根据权利要求1所述的一种自动上腰头机,其特征在于,所述毛刷纠偏装置包括第三同步带(28)、第三同步轮(29)、毛刷轮(12)、毛刷下压气缸(27)和第一步进电机,所述第三同步轮(29)固定连接在第二步进电机轴上,第三同步轮(29)与第三同步带(28)配合,所述毛刷轮(12)与第三同步轮(29)同轴固定。
5.根据权利要求1所述的一种自动上腰头机,其特征在于,所述骨位检测传感器(11)位于弧形钢片(6)的上方处。
一种自动上腰头机
技术领域
本发明涉及服装加工设备技术领域,尤其涉及一种自动上腰头机。
背景技术
上腰头工序常见情况为先把腰头橡筋套上绷缝机,然后在橡筋内侧套入裤身,套入裤身时需把橡筋自身的缝合位置对齐与裤身的后腰中心处,车缝过程中工人需用手辅助(即把准备被车缝的橡筋和裤身用手指夹稳),此辅助动作需一直循环重复至完成车缝,使橡筋与裤身的重叠长度始终保持一致且车缝的起点处和终点处不能有水平位置上的偏差,因此工人的操作水平直接影响该工序的产能效率。
目前制衣业中,只有将腰头橡筋撑开的活动支架用以辅助工人拼缝各种尺寸的内裤,但这不能有效减少工序对工人辅助手势的依赖;因此本设备旨在把腰头橡筋和裤身套上绷缝机后,通过一系列传感器和机械结构在车缝中调整橡筋与裤身的相对位置以达到工人辅助手势对车缝的效果。
发明内容
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种自动上腰头机,其使用位移传感器检测腰头橡筋带上的骨位,从而实现每次车缝的起点都一致;使用皮带纠偏装置中皮带自身摩擦力强的效果带动裤身,从而在车缝中调节止口大小;利用纠偏装置和传动轮配合实现上腰头这种工艺的自动加工,提升生产效率、缝纫效果。
为了实现上述目的,本发明采用了如下技术方案:
一种自动上腰头机,包括由缝纫机设置在缝纫机下方的主动压轮所构成的车缝主体;
还包括橡筋拉伸装置,所述橡筋拉伸装置包括橡筋、辅助轮、顶布钢板、弧形钢片、纠偏轮座、第一步进电机和丝杠模组,所述第一步进电机为丝杠模组提供动力,所述纠偏轮座安装在丝杠模组上;
还包括橡胶对位装置,所述橡胶对位装置包括橡筋对位轮、骨位检测传感器、第一同步轮、第一同步带和对位轮步进电机,所述对位轮步进电机通过同步轮和同步带的配合带动橡筋对位轮逆时针方向转动;
还包括皮带纠偏装置,所述皮带纠偏装置包括主动轮、皮带传动机构、皮带步进电机、主动轮步进电机、第二同步带、联轴器、第二同步轮、皮带、导轮、轴承、涡轮和蜗杆,所述主动轮步进电机通过第二同步轮和第二同步带传动控制主动轮运转,所述皮带步进电机通过联轴器连接蜗杆控制皮带传动机构运转;
还包括用于对裤身皱褶进行扫平的毛刷纠偏装置。
优选地,所述丝杠模组通过第一步进电机联动丝杠运转带动纠偏轮座运动。
优选地,所述骨位检测传感器实为位移传感器。
优选地,所述毛刷纠偏装置包括第三同步带、第三同步轮、毛刷轮、毛刷下压气缸和第一步进电机,所述第三同步轮固定连接在第二步进电机轴上,第三同步轮与第三同步带配合,所述毛刷轮与第三同步轮同轴固定。
优选地,所述骨位检测传感器位于弧形钢片的上方处。
本发明具有以下有益效果:
1、使用位移传感器检测腰头橡筋带上的骨位,从而实现每次车缝的起点都一致。
2、使用皮带纠偏装置中皮带自身摩擦力强的效果带动裤身,从而在车缝中调节止口大小。
3、利用纠偏装置和传动轮配合实现上腰头这种工艺的自动加工,提升生产效率、缝纫效果。
附图说明
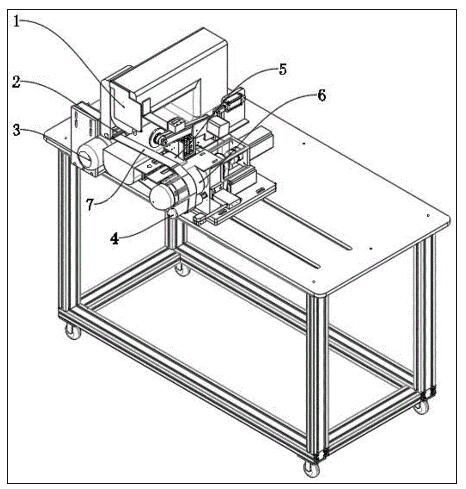
图1为本发明提出的一种自动上腰头机的结构示意图;
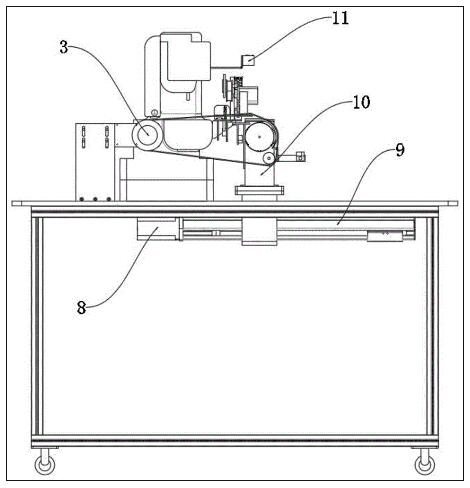
图2为本发明提出的一种自动上腰头机的正面结构示意图;
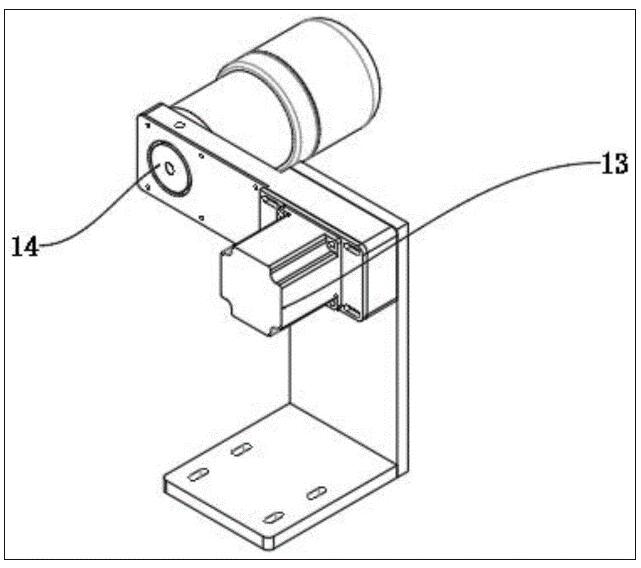
图3为本发明提出的一种自动上腰头机对位轮步进电机处的结构示意图;
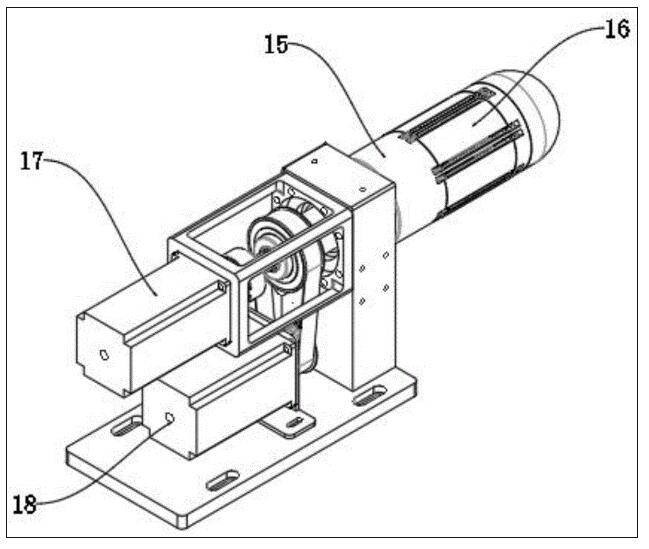
图4为本发明提出的一种自动上腰头机皮带传动机构处的结构示意图;
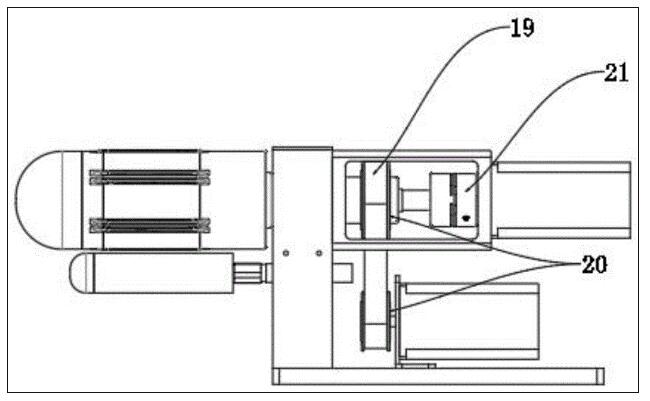
图5为本发明提出的一种自动上腰头机第二同步带与第二同步轮的连接结构示意图;
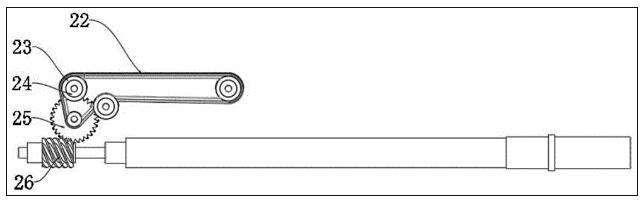
图6为本发明提出的一种自动上腰头机皮带纠偏装置的结构示意图;
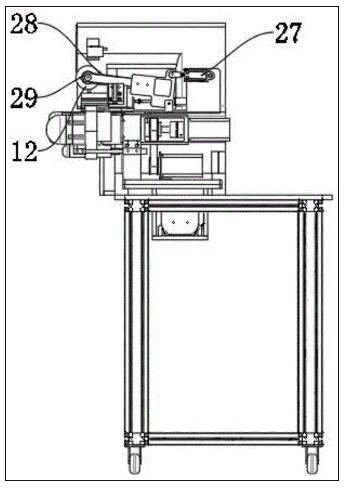
图7为本发明提出的一种自动上腰头机的侧面结构示意图。
图中:1缝纫机、2主动压轮、3橡筋对位轮、4辅助轮、5顶布钢板、6弧形钢片、7橡筋、8第一步进电机、9丝杠模组、10纠偏轮座、11检测传感器、12毛刷轮、13对位轮步进电机、14同步轮、15主动轮、16皮带传动机构、17 皮带步进电机、18主动轮步进电机、19第二同步带、20第二同步轮、21联轴器、 22皮带、23导轮、24轴承、25涡轮、26蜗杆、27毛刷下压气缸、28第三同步带、29第三同步轮。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施的限制。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
参照图1-7,一种自动上腰头机,包括由缝纫机1设置在缝纫机1下方的主动压轮2所构成的车缝主体;
还包括橡筋拉伸装置,橡筋拉伸装置包括橡筋7、辅助轮4、顶布钢板5、弧形钢片6、纠偏轮座10、第一步进电机8和丝杠模组9,第一步进电机8、丝杠模组9提供动力,纠偏轮座10安装在丝杠模组9上,丝杠模组9通过第一步进电机8联动丝杠运转带动纠偏轮座10运动;
还包括橡胶对位装置,橡胶对位装置包括橡筋对位轮3、骨位检测传感器11、第一同步轮14、第一同步带和对位轮步进电机13,对位轮步进电机13通过同步轮14和同步带的配合带动橡筋对位轮3逆时针方向转动,骨位检测传感器11实为位移传感器,骨位检测传感器11位于弧形钢片6的上方处;
如图1所示,设备运行前,先记录橡筋7的周长,在触摸屏上输入参数且点击复位按钮后,丝杠模组9通过第一步进电机8联动丝杠运转带动纠偏轮座10 先回到机械零点位,然后按照腰头橡筋带周长-机械零点位时的初始周长/2得出的数字走相应的距离,最后把橡筋7套在橡筋对位轮3、顶布钢片、弧形钢片6 和辅助轮4上。
还包括皮带纠偏装置,皮带纠偏装置包括主动轮15、皮带传动机构16、皮带步进电机17、主动轮步进电机18、第二同步带19、联轴器21、第二同步轮20、皮带22、导轮23、轴承24、涡轮25和蜗杆26,主动轮步进电机18通过第二同步轮20和第二同步带19传动控制主动轮运转,皮带步进电机17通过联轴器21 连接蜗杆26控制皮带传动机构16运转;
如图2、3所示,装置运行时对位轮步进电机13通过同步轮14和第一同步带传动使橡筋对位轮3带动腰头橡筋带逆时针方向转动,骨位检测传感器11实为位移传感器,能实时检测橡筋带的厚度变化,当检测到橡筋带的骨位橡筋两头的拼接处时提供信号使橡筋对位轮停止转动。
当腰头橡筋带停止在规定的位置后,此时套入裤身,在触摸屏上点击启动按钮,使绷缝机把橡筋带和裤身的重叠处作绷缝处理,并在绷缝过程中通过皮带纠偏装置上的皮带控制止口大小。
如图4、5、6所示,皮带步进电机17与蜗杆26连接且蜗杆26传动涡轮25 带动皮带22运动,导轮23内装配轴承24,使皮带22平顺地运动;
设备运行前,工人需把裤身套在橡筋对位轮3、主动轮15和辅助轮上,点击触摸屏上的启动按钮,此时车缝主体开始车缝动作,主动压轮下压运转,主动轮 15运转,两者速度皆与车缝速度匹配;车缝动作时,皮带纠偏机构上的皮带22 运转能带动裤身进行前后方向的平移,从而起到调整腰头橡筋和裤身的重叠位置的作用。
还包括用于对裤身皱褶进行扫平的毛刷纠偏装置,毛刷纠偏装置包括第三同步带28、第三同步轮29、毛刷轮12、毛刷下压气缸27和第一步进电机,第三同步轮29固定连接在第二步进电机轴上,第三同步轮29与第三同步带28配合,毛刷轮12与第三同步轮29同轴固定。
设备工作时,毛刷下压气缸伸出,毛刷轮12下压,同时第二步进电机转动带动第三同步轮29、第三同步带28使毛刷轮12转动,毛刷轮12转动扫平皱褶。
本发明使用位移传感器检测腰头橡筋带上的骨位,从而实现每次车缝的起点都一致;使用皮带纠偏装置中皮带自身摩擦力强的效果带动裤身,从而在车缝中调节止口大小;利用纠偏装置和传动轮配合实现上腰头这种工艺的自动加工,提升生产效率、缝纫效果。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号