产品搜索
当前位置:首页->一种基于同步带轮的电火花线切割走丝模块
一种基于同步带轮的电火花线切割走丝模块
【申请公布号:CN111570949A;申请权利人:南京工程学院;发明设计人: 张敏; 黄辉祥; 成焕波; 张添慈;】
摘要:
本发明公开了一种基于同步带轮的电火花线切割走丝模块,切割丝两端分别绕设在左丝轮和右丝轮上,切割丝中部依次绕设张紧模块、线切割喷水板和导电机构,分别用于调节张紧度、向切割丝导入电流以及对切割工件段进行喷水降温,带轮驱动机构通过同步带轮传动左、右丝轮同步同向转动,实现切割丝往复走丝。本发明体积小、便于收纳,通过张紧模块调节切割丝张紧力,通过线切割喷水板可对切割工件段切割丝进行喷水降温,单电机驱动两丝轮同步同向转动以实现往复走丝,成本低,导电机构采用两个位置可调的导电钨块,可保证切割丝始终正常导电,轴承座和电机座可滑动固定在机架上,可调节同步带的张紧力,从而多方面调控切割丝正常往复走丝,切割效率高。
主权项:
1.一种基于同步带轮的电火花线切割走丝模块,包括切割丝(1)和机架(2),其特征在于,所述机架(2)上安装有左丝轮(3)、右丝轮(4)、张紧模块(5)、线切割喷水板(6)、导电机构、同步带轮(7)和带轮驱动机构(8),所述切割丝(1)两端分别绕设在左丝轮(3)和右丝轮(4)上,所述切割丝(1)中部依次绕设张紧模块(5)、线切割喷水板(6)和导电机构,所述切割丝(1)通过张紧模块(5)调节张紧度,通过导电机构导入电流,与待加工工件产生放电,通过线切割喷水板(6)对切割工件段进行喷水降温,并去除电蚀产物,所述带轮驱动机构(8)通过同步带轮(7)传动左丝轮(3)和右丝轮(4)同步同向转动,并带动切割丝(1)往复走丝。
要求:
1.一种基于同步带轮的电火花线切割走丝模块,包括切割丝(1)和机架(2),其特征在于,所述机架(2)上安装有左丝轮(3)、右丝轮(4)、张紧模块(5)、线切割喷水板(6)、导电机构、同步带轮(7)和带轮驱动机构(8),所述切割丝(1)两端分别绕设在左丝轮(3)和右丝轮(4)上,所述切割丝(1)中部依次绕设张紧模块(5)、线切割喷水板(6)和导电机构,所述切割丝(1)通过张紧模块(5)调节张紧度,通过导电机构导入电流,与待加工工件产生放电,通过线切割喷水板(6)对切割工件段进行喷水降温,并去除电蚀产物,所述带轮驱动机构(8)通过同步带轮(7)传动左丝轮(3)和右丝轮(4)同步同向转动,并带动切割丝(1)往复走丝。
2.根据权利要求1所述的电火花线切割走丝模块,其特征在于:所述切割丝(1)选用钼丝,所述左丝轮(3)和右丝轮(4)选用尼龙V槽丝轮,所述钼丝两端通过钼丝固定螺钉(9)分别固定在左丝轮(3)和右丝轮(4)上。
3.根据权利要求2所述的电火花线切割走丝模块,其特征在于:所述尼龙V槽丝轮的外端面设有铝合金盖板(10)。
4.根据权利要求3所述的电火花线切割走丝模块,其特征在于:所述张紧模块(5)采用线切割三导轮自动紧丝器,所述切割丝(1)由左丝轮(3)穿出后向下绕设在线切割三导轮自动紧丝器上,并通过线切割三导轮自动紧丝器最前端导轮的前后移动而调节切割丝(1)张紧度。
5.根据权利要求4所述的电火花线切割走丝模块,其特征在于:所述线切割喷水板(6)为中走丝喷水板,所述左丝轮(3)由张紧模块(5)穿出后依次穿设左、右中走丝喷水板的黄铜红宝石眼膜,所述中走丝喷水板的宝塔头外接水泵输出水管,并对左、右中走丝喷水板之间切割工件段切割丝(1)喷水降温及去除电蚀产物,所述走丝喷水板上对称开设有第一长槽孔,所述机架(2)下部两竖板(2-1)上对称分别开设有第二长槽孔,通过第一长槽孔与第二长槽孔正对齐并通过螺栓螺母组件固定,左、右中走丝喷水板对称固定在左、右竖板(2-1)上。
6.根据权利要求5所述的电火花线切割走丝模块,其特征在于:所述导电机构包括左导电钨块(11-1)和右导电钨块(11-2),所述左导电钨块(11-1)和右导电钨块(11-2)通过螺栓螺母组件固定在机架(2)上,所述左导电钨块(11-1)和右导电钨块(11-2)连接同一外部电源正极或负极,工件连接与其相反电极,所述切割丝(1)由右中走丝喷水板穿出后绕设导轮(12),然后异侧依次接触连接右导电钨块(11-2)和左导电钨块(11-1),并末端固定在右丝轮(4)上。
7.根据权利要求6所述的电火花线切割走丝模块,其特征在于:所述机架(2)右下部开设有两个平行的倾斜长槽孔(2-2),所述螺栓螺母组件包括导电钨块螺栓(11-31)和导电钨块螺母(11-32),通过导电钨块螺栓(11-31)依次穿设左导电钨块(11-1)或右导电钨块(11-2)及倾斜长槽孔(2-2)不同位置处并通过导电钨块螺母(11-32)锁紧,所述左导电钨块(11-1)和右导电钨块(11-2)沿倾斜长槽孔(2-2)位置可调地固定在机架(2)上,通过螺栓螺母组件调节左导电钨块(11-1)和右导电钨块(11-2)固定于机架(2)上的相对位置,所述左导电钨块(11-1)和右导电钨块(11-2)与切割丝(1)之间压紧力可调。
8.根据权利要求7所述的电火花线切割走丝模块,其特征在于:所述同步带轮(7)包括左同步带轮(7-1)、右同步带轮(7-2)和丝轮驱动同步带(7-3),所述左同步带轮(7-1)固定在左绕丝轮轴(7-4)上,所述右同步带轮(7-2)固定在右绕丝轮轴(7-5)上,所述丝轮驱动同步带(7-3)绕设在左同步带轮(7-1)和右同步带轮(7-2)上,所述左同步带轮(7-1)和右同步带轮(7-2)通过轴承座(7-6)支撑在机架(2)上,所述轴承座(7-6)前侧左绕丝轮轴(7-4)和右绕丝轮轴(7-5)上分别安装固定左丝轮(3)和右丝轮(4)。
9.根据权利要求8所述的电火花线切割走丝模块,其特征在于:所述带轮驱动机构(8)包括直流电机(8-1)、电机驱动主动带轮(8-2)、电机驱动从动带轮(8-3)和电机驱动同步带(8-4),所述直流电机(8-1)通过电机座(8-5)安装在机架(2)上,所述电机驱动主动带轮(8-2)固定在直流电机(8-1)的输出轴上,所述电机驱动从动带轮(8-3)固定在右同步带轮(7-2)后侧右绕丝轮轴(7-5)上,所述电机驱动同步带(8-4)绕设在电机驱动主动带轮(8-2)和电机驱动从动带轮(8-3)上,所述直流电机(8-1)通过驱动电机驱动主动带轮(8-2)转动而带动电机驱动从动带轮(8-3)、右同步带轮(7-2)和右丝轮(4)同步转动,所述右同步带轮(7-2)通过丝轮驱动同步带(7-3)带动丝轮驱动同步带(7-3)和左丝轮(3)同步同向转动,所述切割丝(1)通过左丝轮(3)和右丝轮(4)的同步同向转动而实现往复走丝。
10.根据权利要求9所述的电火花线切割走丝模块,其特征在于:所述机架(2)上端开设有若干个长槽孔,所述轴承座(7-6)和电机座(8-5)上开设有固定螺纹孔,通过螺栓螺母组件与固定螺纹孔和长槽孔不同位置处配合锁紧,所述轴承座(7-6)和电机座(8-5)左右可滑动固定在机架(2)上。
一种基于同步带轮的电火花线切割走丝模块
技术领域
本发明属于电火花线切割装置技术领域,具体涉及一种基于同步带轮的电火花线切割走丝模块。
背景技术
电火花线切割加工是一种利用电火花放电来对工件进行切割成型的加工技术,线切割走丝模块为电火花线切割加工工艺中的重要切割系统,现有线切割走丝模块体积大、重量沉、而且多采用两个驱动电机来驱动丝轮转动以实现往复走丝,工艺成本高;此外,在电火花线切割工艺中,切割丝通过导电模块导入电流,与待加工工件产生放电以实现工件切割,因此,切割丝的导电效果对于切割效果有着重要影响,现有线切割走丝模块中的导电机构多采用单个导电块,其通过外接电源并与切割丝接触连接以向切割丝导入电流,但由于导电块位置固定,在工作中可能会由于切割丝倾斜度调整等原因造成切割丝与导电块接触不良的问题,从而影响电火花放电切割效果。
发明内容
针对上述现有技术的不足,本发明提供了一种体积小、成本低、导电效果佳的基于同步带轮的电火花线切割走丝模块。
为实现上述技术目的,本发明采取的技术方案为:一种基于同步带轮的电火花线切割走丝模块,包括切割丝和机架,所述机架上安装有左丝轮、右丝轮、张紧模块、线切割喷水板、导电机构、同步带轮和带轮驱动机构,切割丝两端分别绕设在左丝轮和右丝轮上,切割丝中部依次绕设张紧模块、线切割喷水板和导电机构,切割丝通过张紧模块调节张紧度,通过导电机构导入电流,与待加工工件产生放电,通过线切割喷水板对切割工件段进行喷水降温,并去除电蚀产物,带轮驱动机构通过同步带轮传动左丝轮和右丝轮同步同向转动,并带动切割丝往复走丝。
进一步地,所述切割丝选用钼丝,所述左丝轮和右丝轮选用尼龙V槽丝轮,所述钼丝两端通过钼丝固定螺钉分别固定在左丝轮和右丝轮上。
进一步地,所述尼龙V槽丝轮的外端面设有铝合金盖板。
进一步地,所述张紧模块采用线切割三导轮自动紧丝器,所述切割丝由左丝轮穿出后向下绕设在线切割三导轮自动紧丝器上,并通过线切割三导轮自动紧丝器最前端导轮的前后移动而调节切割丝张紧度。
进一步地,所述线切割喷水板为中走丝喷水板,所述左丝轮由张紧模块穿出后依次穿设左、右中走丝喷水板的黄铜红宝石眼膜,所述中走丝喷水板的宝塔头外接水泵输出水管,并对左、右中走丝喷水板之间切割工件段切割丝喷水降温及去除电蚀产物,所述走丝喷水板上对称开设有第一长槽孔,所述机架下部两竖板上对称分别开设有第二长槽孔,通过第一长槽孔与第二长槽孔正对齐并通过螺栓螺母组件固定,左、右中走丝喷水板对称固定在左、右竖板上。
进一步地,所述导电机构包括左导电钨块和右导电钨块,所述左导电钨块和右导电钨块通过螺栓螺母组件固定在机架上,所述左导电钨块和右导电钨块连接同一外部电源正极或负极,工件连接与其相反电极,所述切割丝由右中走丝喷水板穿出后绕设导轮,然后异侧依次接触连接右导电钨块和左导电钨块,并末端固定在右丝轮上。
进一步地,所述机架右下部开设有两个平行的倾斜长槽孔,所述螺栓螺母组件包括导电钨块螺栓和导电钨块螺母,通过导电钨块螺栓依次穿设左导电钨块或右导电钨块及倾斜长槽孔不同位置处并通过导电钨块螺母锁紧,所述左导电钨块和右导电钨块沿倾斜长槽孔位置可调地固定在机架上,通过螺栓螺母组件调节左导电钨块和右导电钨块固定于机架上的相对位置,所述左导电钨块和右导电钨块与切割丝之间压紧力可调。
进一步地,所述同步带轮包括左同步带轮、右同步带轮和丝轮驱动同步带,所述左同步带轮固定在左绕丝轮轴上,所述右同步带轮固定在右绕丝轮轴上,所述丝轮驱动同步带绕设在左同步带轮和右同步带轮上,所述左同步带轮和右同步带轮通过轴承座支撑在机架上,所述轴承座前侧左绕丝轮轴和右绕丝轮轴上分别安装固定左丝轮和右丝轮。
进一步地,所述带轮驱动机构包括直流电机、电机驱动主动带轮、电机驱动从动带轮和电机驱动同步带,所述直流电机通过电机座安装在机架上,所述电机驱动主动带轮固定在直流电机的输出轴上,所述电机驱动从动带轮固定在右同步带轮后侧右绕丝轮轴上,所述电机驱动同步带绕设在电机驱动主动带轮和电机驱动从动带轮上,所述直流电机通过驱动电机驱动主动带轮转动而带动电机驱动从动带轮、右同步带轮和右丝轮同步转动,所述右同步带轮通过丝轮驱动同步带带动丝轮驱动同步带和左丝轮同步同向转动,所述切割丝通过左丝轮和右丝轮的同步同向转动而实现往复走丝。
进一步地,所述机架上端开设有若干个长槽孔,所述轴承座和电机座上开设有固定螺纹孔,通过螺栓螺母组件与固定螺纹孔和长槽孔不同位置处配合锁紧,所述轴承座和电机座左右可滑动固定在机架上,可用于调节丝轮驱动同步带和电机驱动同步带的张紧力,防止同步带松弛脱落,保证传动效果。
本发明具有以下有益效果:
1)本发明提供的基于同步带轮的电火花线切割走丝模块体积小、重量轻、拆装方便,便于收纳;
2)本发明通过张紧模块调节切割丝张紧力,线切割喷水板可对切割工件段切割丝进行喷水降温,通过单个带轮驱动机构配合同步带轮即可驱动两个丝轮同步转动以实现往复走丝,成本低,导电机构采用两个位置可调的导电钨块,可实现切割丝与导电钨之间的压紧力调节,保证切割丝始终正常导电,轴承座和电机座可滑动固定在机架上,可调节同步带的张紧力,防止皮带松弛脱落,从而多方面调节控制切割丝始终正常往复走丝,提高工艺效率。
附图说明
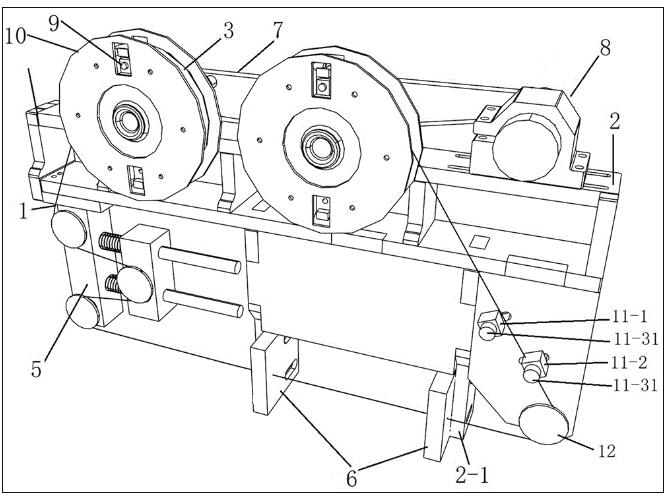
图1是本发明的整体结构示意图;
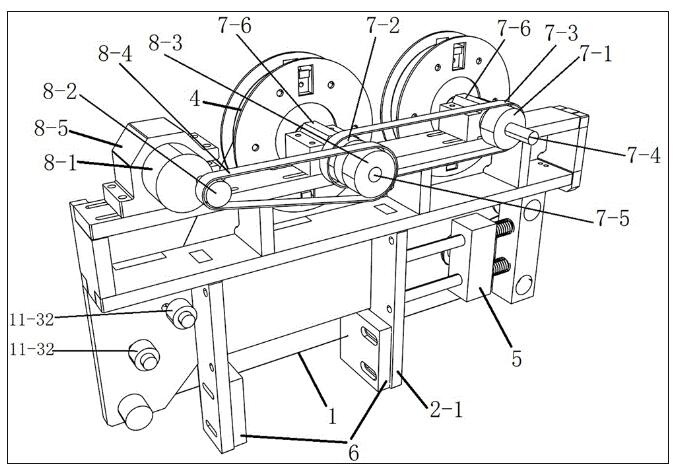
图2是图1的后侧视图;
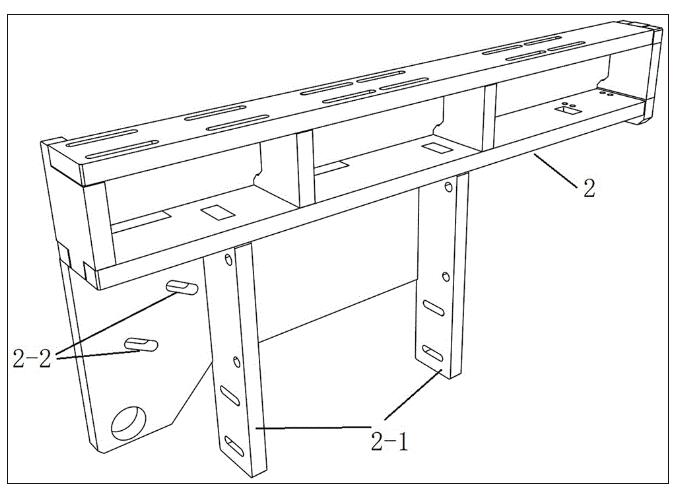
图3是图1的机架组装图;
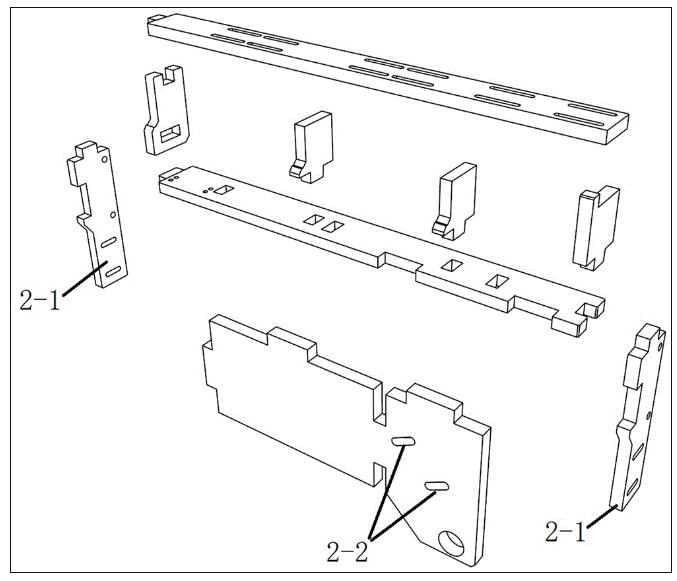
图4是图1的机架爆炸图;
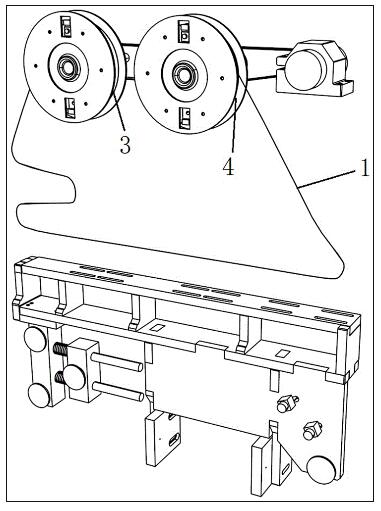
图5是图1切割丝走势图。
其中的附图标记为:切割丝1、机架2、竖板2-1、倾斜长槽孔2-2、左丝轮3、右丝轮4、张紧模块5、线切割喷水板6、同步带轮7、左同步带轮7-1、右同步带轮7-2、丝轮驱动同步带7-3、左绕丝轮轴7-4、右绕丝轮轴7-5、轴承座7-6、带轮驱动机构8、直流电机8-1、电机驱动主动带轮8-2、电机驱动从动带轮8-3、电机驱动同步带8-4、电机座8-5、钼丝固定螺钉9、铝合金盖板10、左导电钨块11-1、右导电钨块11-2、导电钨块螺栓11-31、导电钨块螺母11-32、导轮12。
具体实施方式
以下结合附图对本发明的实施例作进一步详细描述。
如图1-5所示,本发明的一种基于同步带轮的电火花线切割走丝模块,包括切割丝1和机架2,机架2上安装有左丝轮3、右丝轮4、张紧模块5、线切割喷水板6、导电机构、同步带轮7和带轮驱动机构8,切割丝1选用钼丝,左丝轮3和右丝轮4选用尼龙V槽丝轮,尼龙V槽丝轮的外端面设有铝合金盖板10,切割丝1首端通过钼丝固定螺钉9固定在左丝轮3上,张紧模块5采用线切割三导轮自动紧丝器,切割丝1由左丝轮3穿出后向下绕设在线切割三导轮自动紧丝器上,并通过线切割三导轮自动紧丝器最前端导轮的前后移动而调节切割丝1张紧度,线切割喷水板6为中走丝喷水板,左丝轮3由张紧模块5穿出后依次穿设平行间隔分布的左、右中走丝喷水板的黄铜红宝石眼膜,中走丝喷水板的宝塔头外接水泵输出水管,对左、右中走丝喷水板之间切割工件段切割丝1喷水降温,并去除电蚀产物,走丝喷水板上对称开设有第一长槽孔,机架2下部两竖板2-1上对称分别开设有第二长槽孔,通过第一长槽孔与第二长槽孔正对齐并通过螺栓螺母组件固定,左、右中走丝喷水板对称固定在左、右竖板2-1上,切割丝1由右中走丝喷水板穿出后绕设导轮12,然后异侧依次接触连接导电机构的右导电钨块11-2和左导电钨块11-1,左导电钨块11-1和右导电钨块11-2通过螺栓螺母组件固定在机架2上,左导电钨块11-1和右导电钨块11-2通过连接同一外部电源正极或负极,向切割丝1导入电流,工件连接与其相反电极,与待加工工件产生放电,机架2右下部开设有两个平行的倾斜长槽孔2-2,螺栓螺母组件包括导电钨块螺栓11-31和导电钨块螺母11-32,通过导电钨块螺栓11-31依次穿设左导电钨块11-1或右导电钨块11-2及倾斜长槽孔2-2不同位置处并通过导电钨块螺母11-32锁紧,左导电钨块11-1和右导电钨块11-2沿倾斜长槽孔2-2位置可调地固定在机架2上,通过螺栓螺母组件调节左导电钨块11-1和右导电钨块11-2固定于机架2上的相对位置,左导电钨块11-1和右导电钨块11-2与切割丝1之间压紧力可调,以控制左导电钨块11-1和右导电钨块11-2对切割丝1施加适宜压紧力,保证导电效果,避免接触不良及压紧力过大而导致切割丝1断裂的问题,切割丝1由左导电钨块11-1穿出后末端通过钼丝固定螺钉9固定在右丝轮4上,同步带轮7包括左同步带轮7-1、右同步带轮7-2和丝轮驱动同步带7-3,左同步带轮7-1固定在左绕丝轮轴7-4上,右同步带轮7-2固定在右绕丝轮轴7-5上,丝轮驱动同步带7-3绕设在左同步带轮7-1和右同步带轮7-2上,左同步带轮7-1和右同步带轮7-2通过轴承座7-6支撑在机架2上,轴承座7-6前侧左绕丝轮轴7-4和右绕丝轮轴7-5上分别安装固定左丝轮3和右丝轮4,带轮驱动机构8包括直流电机8-1、电机驱动主动带轮8-2、电机驱动从动带轮8-3和电机驱动同步带8-4,直流电机8-1通过电机座8-5安装在机架2上,电机驱动主动带轮8-2固定在直流电机8-1的输出轴上,电机驱动从动带轮8-3固定在右同步带轮7-2后侧右绕丝轮轴7-5上,电机驱动同步带8-4绕设在电机驱动主动带轮8-2和电机驱动从动带轮8-3上,直流电机8-1通过驱动电机驱动主动带轮8-2转动而带动电机驱动从动带轮8-3、右同步带轮7-2和右丝轮4同步转动,右同步带轮7-2通过丝轮驱动同步带7-3带动丝轮驱动同步带7-3和左丝轮3同步同向转动,进而切割丝1通过左丝轮3和右丝轮4的同步同向转动实现往复走丝。
如图2和图3所示,机架2上端开设有若干个长槽孔,轴承座7-6和电机座8-5上开设有固定螺纹孔,通过螺栓螺母组件与固定螺纹孔和长槽孔不同位置处配合锁紧,轴承座7-6和电机座8-5左右可滑动固定在机架2上,可用于调节丝轮驱动同步带7-3和电机驱动同步带8-4的张紧力,防止同步带松弛脱落,保证传动效果。
当需要切割工件时,将左、右线切割喷水板6正对称固定在左、右竖板2-1上,使穿设左、右线切割喷水板6的切割工件段切割丝1垂直左、右线切割喷水板6,左导电钨块11-1和右导电钨块11-2连接脉冲电源负极,待切割工件连接脉冲电源正极,启动直流电机8-1,直流电机8-1通过电机驱动同步带8-4和同步带轮7驱动左丝轮3和右丝轮4同步同向转动,实现往复走丝,切割过程中,左、右线切割喷水板6的宝塔头外接水泵输出水管,对左、右中走丝喷水板之间切割工件段切割丝1喷水降温,并去除电蚀产物,从而工件通过左、右线切割喷水板6之间切割工件段切割丝1实现电火花放电直线切割。
以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号