产品搜索
当前位置:首页->一种灌装冲封一体机
一种灌装冲封一体机
【申请公布号: CN111688959A;申请权利人:山东新华医疗器械股份有限公司;发明设计人: 蔡天赐; 公兵丽; 王立山;】
摘要:
本发明公开了一种灌装冲封一体机,包括上料抓手装置、输送定位装置、灌装装置膜转运机械手以及封焊装置。上料抓手装置抓取试剂卡后将其放置在同步带上的载卡架内。随后同步带带动载卡架向后移动至灌装装置处,灌装装置向载卡架中的试剂卡中灌装溶液。同步带继续移动,同时预放拉卷膜及冲切装置将铝箔膜裁剪成封装膜,膜转运机械手将封装膜转运至载卡架内。最后同步带将载卡架移动至封焊装置处,封焊装置将封装膜焊接在试剂卡上。灌装冲封一体机能够在试剂卡灌装完成后快速进行封装,避免试剂卡在转移和存放过程中受到污染,进而提高了产品品质和生产效率。
主权项:
1.一种灌装冲封一体机,其特征在于,包括:输送定位装置(3),包括输送试剂卡(10)和封装膜的同步带(3.2),所述同步带(3.2)上设有用以定位试剂卡(10)和封装膜的载卡架(3.1);上料抓手装置(2),用以将试剂卡(10)放置在所述载卡架(3.1)中;灌装装置(4),位于所述同步带(3.2)一侧、用以向所述载卡架(3.1)中的试剂卡(10)中灌装溶液;预放拉卷膜及冲切装置(5),位于所述灌装装置(4)之后、用以裁切封装膜;膜转运机械手(6),位于所述同步带(3.2)一侧、用以将所述预放拉卷膜及冲切装置(5)裁切的封装膜放置入所述载卡架(3.1)中;封焊装置(7),位于所述膜转运机械手(6)之后、用以将封装膜焊接在试剂卡(10)上。
1.一种灌装冲封一体机,其特征在于,包括:
输送定位装置(3),包括输送试剂卡(10)和封装膜的同步带(3.2),所述同步带(3.2)上设有用以定位试剂卡(10)和封装膜的载卡架(3.1);
上料抓手装置(2),用以将试剂卡(10)放置在所述载卡架(3.1)中;
灌装装置(4),位于所述同步带(3.2)一侧、用以向所述载卡架(3.1)中的试剂卡(10)中灌装溶液;
预放拉卷膜及冲切装置(5),位于所述灌装装置(4)之后、用以裁切封装膜;
膜转运机械手(6),位于所述同步带(3.2)一侧、用以将所述预放拉卷膜及冲切装置(5)裁切的封装膜放置入所述载卡架(3.1)中;
封焊装置(7),位于所述膜转运机械手(6)之后、用以将封装膜焊接在试剂卡(10)上。
2.根据权利要求1所述的灌装冲封一体机,其特征在于,所述载卡架(3.1)为大致呈长方体的筒状结构,所述载卡架(3.1)下部为用以连接同步带(3.2)的连接板,所述连接板具有沿厚度方向贯穿的安装固定孔(3.1.3),所述载卡架(3.1)的上端面设有用以容纳试剂卡(10)的放卡凹槽部(3.1.1),所述放卡凹槽部(3.1.1)的侧壁设有高度小于所述放卡凹槽部(3.1.1)深度的支撑台,所述支撑台的上端面和所述放卡凹槽部(3.1.1)的侧壁之间形成用以放置封装膜的覆膜凹槽部(3.1.2)。
3.根据权利要求2所述的灌装冲封一体机,其特征在于,所述灌装装置(4)包括用以储存溶液的储液罐(4.2)和与所述储液罐(4.2)相连、用以向试剂卡(10)灌装溶液的灌装头组件(4.4),所述灌装装置(4)还包括用以搅拌所述储液罐(4.2)中溶液的搅拌机构(4.1)。
4.根据权利要求3所述的灌装冲封一体机,其特征在于,所述灌装装置(4)还包括与所述储液罐(4.2)相连的自动补液接口(4.5)以及用以检测所述储液罐(4.2)液位的液位传感器(4.3)。
5.根据权利要求3所述的灌装冲封一体机,其特征在于,所述放卡凹槽部(3.1.1)可放置多个试剂卡(10),所述灌装装置(4)还包括升降所述灌装头组件(4.4)、以逐个灌装放卡凹槽部(3.1.1)中的试剂卡(10)的灌装升降机构。
6.根据权利要求1所述的灌装冲封一体机,其特征在于,还包括用以将试剂卡(10)整齐排列的自动上料装置(1),所述上料抓手装置(2)位于所述自动上料装置(1)和所述输送定位装置(3)之间,用以将试剂卡(10)从所述自动上料装置(1)上取出、并放置在所述载卡架(3.1)中。
7.根据权利要求1所述的灌装试剂卡(10)向所述自动码放装置(9)输送的下料输送装置(8),所述自冲封一体机,其特征在于,还包括自动码放装置(9)和将灌装完成的动码放装置(9)包括用以放置试剂卡(10)的托盘(9.2)和用以将试剂卡(10)从所述下料输送装置(8)上取下、并排列在所述托盘(9.2)上的码放机械手(9.1)。
8.根据权利要求7所述的灌装冲封一体机,其特征在于,所述同步带(3.2)和所述下料输送装置(8)之间还设有下料抓手装置,所述下料抓手装置中设有用以在转移过程中检测试剂卡(10)是否合格的检测传感器,所述下料抓手装置仅将合格的试剂卡(10)转移至下料输送装置(8)上。
9.根据权利要求1至8任意一项所述的灌装冲封一体机,其特征在于,所述预放拉卷膜及冲切装置(5)包括转动铝箔卷、以释放铝箔膜(5.10)的放膜机构(5.1),用以在铝箔膜(5.10)上裁切封装膜的冲切机构(5.3)和用以拉动并卷起废膜的拉卷膜机构(5.4)。
10.根据权利要求1至8任意一项8所述的灌装冲封一体机,其特征在于,所述封焊装置(7)包括用以焊接封装膜和试剂卡(10)的密封头组件(7.2)和用以升降所述密封头组件(7.2)的封焊升降机构(7.1)。
11.根据权利要求9所述的灌装冲封一体机,其特征在于,所述放膜机构(5.1)和所述冲切机构(5.3)之间还设有用以将铝箔膜(5.10)充分展开的预吹放机构(5.2)。
一种灌装冲封一体机
技术领域
本发明涉及灌装包装设备技术领域,特别涉及一种灌装冲封一体机。
背景技术
医疗上用于检测的试剂卡、试剂条等在生产中一般先灌装填充,然后采用铝箔膜密封。现有技术中灌装和封膜过程大多独立进行。但试剂卡或试剂条灌装完不能及时封膜极易造成污染,影响产品质量。
因此,如何避免产品污染、提高产品质量是本领域技术人员急需解决的技术问题。
发明内容
本发明的目的是提供一种灌装冲封一体机,其通过同步带带动试剂卡依次通过经过灌装装置、预放拉卷膜及冲切装置和封焊装置。最后由封焊装置焊接封装膜和试剂卡,使试剂卡灌装后快速密封,避免试剂卡污染,影响产品质量。
为实现上述目的,本发明提供一种灌装冲封一体机,包括:
输送定位装置,包括输送试剂卡和封装膜的同步带,所述同步带上设有用以定位试剂卡和封装膜的载卡架;
上料抓手装置,用以将试剂卡放置在所述载卡架中;
灌装装置,位于所述同步带一侧、用以向所述载卡架中的试剂卡中灌装溶液;
预放拉卷膜及冲切装置,位于所述灌装装置之后、用以裁切封装膜;
膜转运机械手,位于所述同步带一侧、用以将所述预放拉卷膜及冲切装置裁切的封装膜放置入所述载卡架中;
封焊装置,位于所述膜转运机械手之后、用以将封装膜焊接在试剂卡上。
优选地,所述载卡架为大致呈长方体的筒状结构,所述载卡架下部为用以连接同步带的连接板,所述连接板具有沿厚度方向贯穿的安装固定孔,所述载卡架的上端面设有用以容纳试剂卡的放卡凹槽部,所述放卡凹槽部的侧壁设有高度小于所述放卡凹槽部深度的支撑台,所述支撑台的上端面和所述放卡凹槽部的侧壁之间形成用以放置封装膜的覆膜凹槽部。
优选地,所述灌装装置包括用以储存溶液的储液罐和与所述储液罐相连、用以向试剂卡灌装溶液的灌装头组件,所述灌装装置还包括用以搅拌所述储液罐中溶液的搅拌机构。
优选地,所述灌装装置还包括与所述储液罐相连的自动补液接口以及用以检测所述储液罐液位的液位传感器。
优选地,所述放卡凹槽部可放置多个试剂卡,所述灌装装置还包括升降所述灌装头组件、以逐个灌装放卡凹槽部中的试剂卡的灌装升降机构。
优选地,还包括用以将试剂卡整齐排列的自动上料装置,所述上料抓手装置位于所述自动上料装置和所述输送定位装置之间,用以将试剂卡从所述自动上料装置上取出、并放置在所述载卡架中。
优选地,还包括自动码放装置和将灌装完成的试剂卡向所述自动码放装置输送的下料输送装置,所述自动码放装置包括用以放置试剂卡的托盘和用以将试剂卡从所述下料输送装置上取下、并排列在所述托盘上的码放机械手。
优选地,所述同步带和所述下料输送装置之间还设有下料抓手装置,所述下料抓手装置中设有用以在转移过程中检测试剂卡是否合格的检测传感器,所述下料抓手装置仅将合格的试剂卡转移至下料输送装置上。
优选地,所述预放拉卷膜及冲切装置包括转动铝箔卷、以释放铝箔膜的放膜机构,用以在铝箔膜上裁切封装膜的冲切机构和用以拉动并卷起废膜的拉卷膜机构。
优选地,所述封焊装置包括用以焊接封装膜和试剂卡的密封头组件和用以升降所述密封头组件的封焊升降机构。
优选地,所述放膜机构和所述冲切机构之间还设有用以将铝箔膜充分展开的预吹放机构。
本发明所提供的灌装冲封一体机,包括上料抓手装置、输送定位装置、灌装装置膜转运机械手以及封焊装置。上料抓手装置抓取试剂卡后将其放置在同步带上的载卡架内。随后同步带带动载卡架向后移动至灌装装置处,灌装装置向载卡架中的试剂卡中灌装溶液。同步带继续移动,同时预放拉卷膜及冲切装置将铝箔膜裁剪成封装膜,膜转运机械手将封装膜转运至载卡架内。最后同步带将载卡架移动至封焊装置处,封焊装置将封装膜焊接在试剂卡上。灌装冲封一体机能够在试剂卡灌装完成后快速进行封装,避免试剂卡在转移和存放过程中受到污染,进而提高了产品品质和生产效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
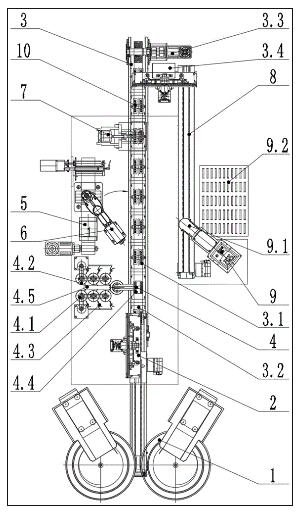
图1为本发明所提供的灌装冲封一体机的结构示意图;
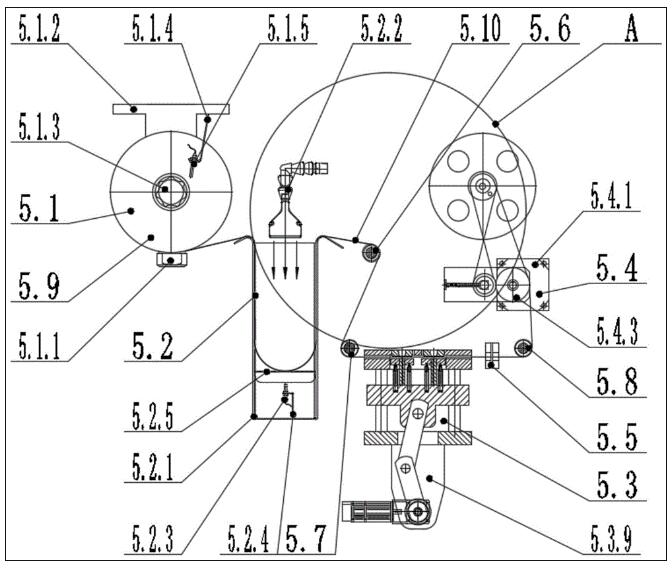
图2为图1中预放拉卷膜及冲切装置的结构示意图;
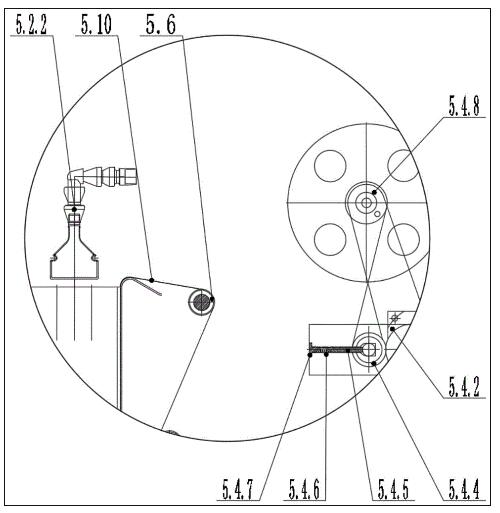
图3为图2中A的放大图;
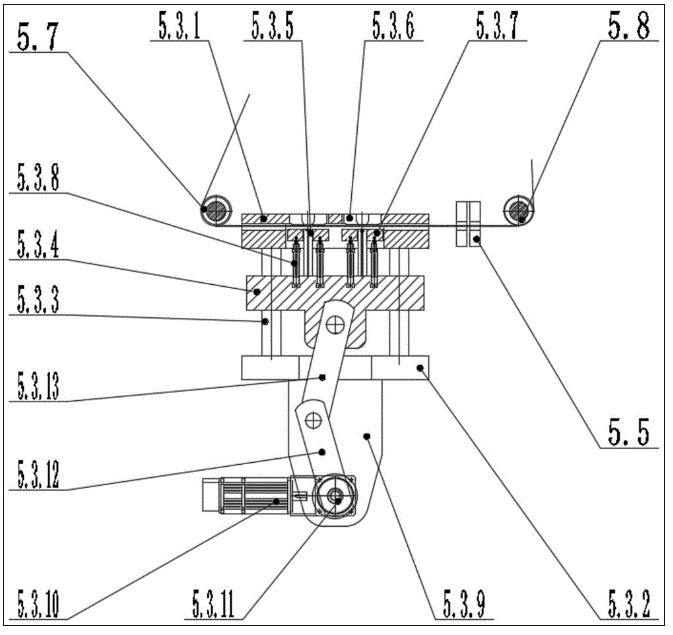
图4为图2中冲切机构的放大图;
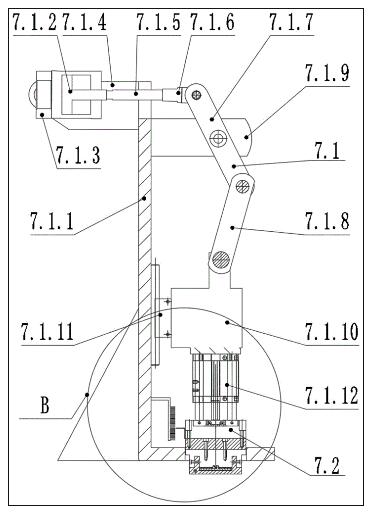
图5为图1中封焊装置的结构示意图;
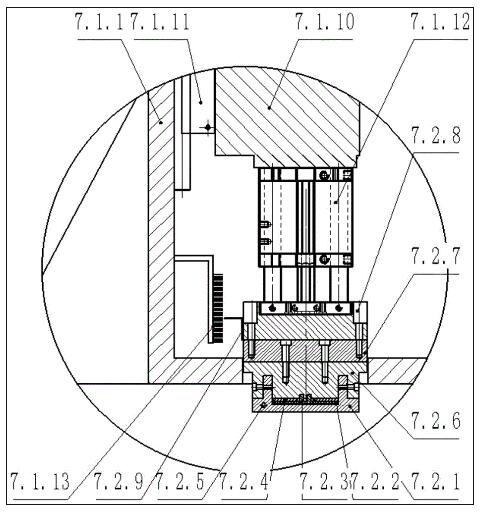
图6为图5中B的放大图;
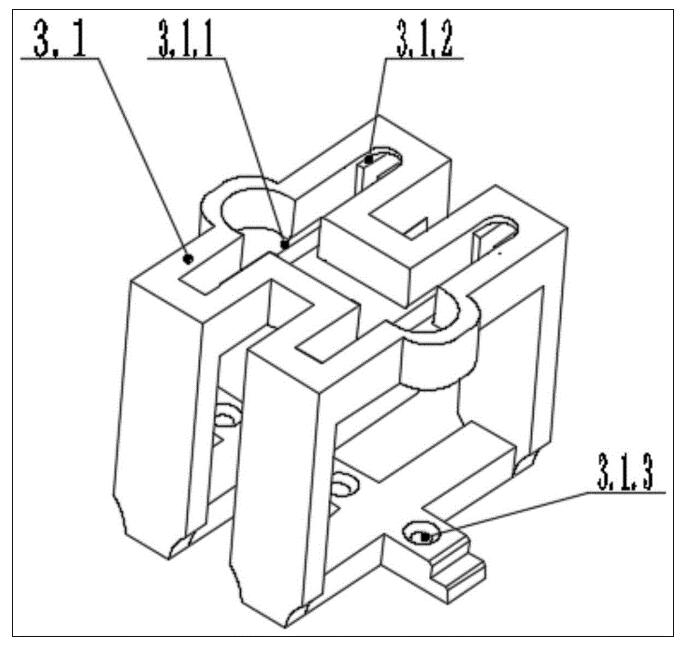
图7为载卡架的结构示意图。
其中,图1至图7中的附图标记为:
1、自动上料装置2、上料抓手装置3、输送定位装置3.1、载卡架3.1.1、放卡凹槽部3.1.2、覆膜凹槽部3.1.3、安装固定孔3.2、同步带3.3、伺服电机3.4、收集箱4、灌装装置4.1、搅拌机构4.2、储液罐4.3、液位传感器4.4、灌装头组件4.5、自动补液接口5、预放拉卷膜及冲切装置5.1、放膜机构5.1.1、放膜电机5.1.2、放膜电机固定座5.1.3、放膜转轴5.1.4、第一传感器固定板5.1.5、膜卷余量传感器5.2、预吹放机构5.2.1、导向盒罩5.2.2、吹气喷嘴5.2.3、膜到位传感器5.2.4、第二传感器固定板5.2.5、挡板5.3、冲切机构5.3.1、上顶座5.3.2、下底座5.3.3、导向柱5.3.4、滑块5.3.5、冲刀5.3.6、切割板5.3.7、压膜板5.3.8、微型气缸5.3.9、冲切电机固定座5.3.10、冲切电机5.3.11、主动轴5.3.12、第一肘杆5.3.13、第二肘杆5.4、拉卷膜机构5.4.1、拉卷膜电机5.4.2、拉卷膜电机固定座5.4.3、拉卷膜主动滚筒5.4.4、拉卷膜从动滚筒5.4.5、压杆5.4.6、压簧5.4.7、压板5.4.8、卷废膜滚筒5.5、走膜长度传感器5.6、第一导向滚筒5.7、第二导向滚筒5.8、第三导向滚筒5.9、铝箔卷5.10、铝箔膜6、膜转运机械手7、封焊装置7.1、封焊升降机构7.1.1、固定支架7.1.2、动力气缸7.1.3、气缸固定板7.1.4、第一支撑板7.1.5、推拉杆7.1.6、接杆7.1.7、上肘杆7.1.8、下肘杆7.1.9、第二支撑板7.1.10、滑动块7.1.11、直线导轨7.1.12、小型气缸7.1.13、精密刻度尺7.2、密封头组件7.2.1、焊接模具7.2.2、导热膜7.2.3、加热器7.2.4、绝缘板7.2.5、温度传感器7.2.6、下联板7.2.7、隔热板7.2.8、上联板7.2.9、调整检测片8、下料输送装置9、自动码放装置9.1、码放机械手9.2、托盘10、试剂卡。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
为了使本技术领域的技术人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
请参考图1至图7,图1为本发明所提供的灌装冲封一体机的结构示意图;图2为图1中预放拉卷膜及冲切装置的结构示意图;图3为图2中A的放大图;图4为图2中冲切机构的放大图;图5为图1中封焊装置的结构示意图;图6为图5中B的放大图;图7为载卡架的结构示意图。
本发明所提供的灌装冲封一体机,结构如图1所示,包括输送定位装置3、上料抓手装置2、灌装装置4、预放拉卷膜及冲切装置5、膜转运机械手6以及封焊装置7。其中,灌装装置4用于向载卡架3.1中的试剂卡10中灌装溶液。预放拉卷膜及冲切装置5用于展开铝箔膜5.10,并将其裁剪成封装膜。膜转运机械手6用于将封装膜移动至输送定位装置3上。封焊装置7用于将封装膜焊接在试剂卡10上。灌装装置4、预放拉卷膜及冲切装置5、膜转运机械手6以及封焊装置7在输送定位装置3的一侧,并沿输送方向依次设置。输送定位装置3包括同步带3.2和载卡架3.1,载卡架3.1在同步带3.2上均匀分布,试剂卡10和封装膜可放置在载卡架3.1中,并在伺服电机3.3的带动下依次通过各个工位,完成灌装和焊接的操作。
可选的,如图7所示,载卡架3.1为大致呈长方体的筒状结构,其内侧的通孔沿同步带3.2的移动方向设置。因而筒状结构的一个侧面形成与上端面相对的侧面形成下端面。载卡架3.1的上端面用于容纳试剂卡10的放卡凹槽部3.1.1。为提高生产效率,放卡凹槽部3.1.1通常可容纳多个试剂卡10。放卡凹槽部3.1.1的侧壁设有支撑台,支撑台的高度小于放卡凹槽部3.1.1深度的支撑台。因而支撑台与放卡凹槽部3.1.1形成台阶面,放卡凹槽部3.1.1宽度方向上的两侧壁均具有台阶面,两台阶面形成用于支撑封装膜的覆膜凹槽部3.1.2。工作过程中,上料抓手装置2先将试剂卡10放置在放卡凹槽部3.1.1中,随后膜转运机械手6将封装膜放置在试剂卡10上方的覆膜凹槽部3.1.2。方便封焊装置7进行焊接。载卡架3.1的下端面设有沿厚度方向贯穿的安装固定孔3.1.3,载卡架3.1通过安装固定孔3.1.3与同步带3.2进行连接。
可选的,灌装冲封一体机还包括用于将试剂卡10整齐排列的自动上料装置1,自动上料装置1包括振荡斗和上料传送带。上料传送带与同步带3.2共线,上料抓手装置2位于自动上料装置1和输送定位装置3之间,用于将试剂卡10从自动上料装置1上取出、并放置在载卡架3.1中。
本实施例中,灌装冲封一体机包括灌装装置4、膜转运机械手6以及封焊装置7。灌装完成后,输送定位装置3很快即可将试剂卡10输送至封焊装置7,最后由封焊装置7完成封焊操作。由于运输时间短、无需对试剂卡10进行储存和转运,因而降低了试剂卡10被污染的风险,进而提高了产品质量。另外,灌装冲封一体机能够同时完成灌装和封焊,显著提高了试剂卡10的生产效率。
可选的,灌装装置4包括储液罐4.2和灌装头组件4.4,二者通过管路连接。灌装试剂卡10的溶液储存在储液罐4.2中,输送机构将溶液输送给灌装头组件4.4。具体的,储液罐4.2和灌装头组件4.4之间可通过压差或输送泵进行输送。
另外,为防止特殊灌装液体产生沉淀堵塞,灌装装置4还包括搅拌机构4.1。本申请一种具体实施方式中,灌装装置4包括多组储液罐4.2,每个储液罐4.2中均设有一个搅拌机构4.1。灌装装置4还包括2个搅拌电机,搅拌电机通过皮带带动搅拌机构4.1完成多组储液罐4.2中溶液的均匀搅拌。搅拌机构4.1可具体为搅拌桨等。
可选的,随着溶液不断消耗,需要向储液罐4.2中补充溶液。现有技术通常由操作者判断储液罐4.2液位,并进行补液操作。为避免操作者频繁补液,灌装装置4还包括与储液罐4.2相连的自动补液接口4.5和用于检测储液罐4.2液位的液位传感器4.3。液位传感器4.3实时监测液位情况,并向PLC传递反馈,PLC据此调节、控制搅拌电机的转速,实现最优化灌装。当溶液将耗尽时,报警提示操作者补充溶液。当然,用户还可根据需要设置预设液位,当储液罐4.2的液位达到预设液位时,PLC控制泵站通过较大容量罐体向储料罐4.2中自动加补液,这样不仅降低了操作者的劳动强度,同时保证了连续生产、提高了生产效率
进一步的,由于放卡凹槽部3.1.1可堆叠放置多个试剂卡10,灌装头组件4.4需要对每个试剂卡10进行灌装。因而灌装装置4还包括用于升降灌装头组件4.4的灌装升降机构。灌装升降机构可具体为升降气缸等。
本实施例中,灌装装置4设置了自动补液接口4.5和液位传感器4.3,PLC可根据储液罐4.2的液位调节搅拌电机的转速,实现最优化灌装。同时在储液罐4.2液位过低时,能够提醒操作者补充溶液或由较大容量罐体、泵站实现自动加补液操作。
可选的,灌装冲封一体机还包括自动码放装置9和下料输送装置8。具体的,下料输送装置8为下料传送带。为节约空间,同步带3.2和下料传送带并排设置,二者相互平行,且下料传送带的前端和同步带3.2的后端平齐。同步带3.2的后端和下料输送装置8的前端之间还设有下料抓手装置,下料抓手装置用于完成封焊的试剂卡10从同步带3.2移动至下料输送装置8上。
进一步的,下料抓手装置中设有检测传感器,检测传感器可根据试剂卡10的质量等参数检测试剂卡10是否合格。如产品不合格则将其丢入下料抓手装置下方的收集箱3.4中,产品合格则转移至下料输送装置8上。
自动码放装置9设置在下料输送装置8两侧。具体的,自动码放装置9包括码放机械手9.1和托盘9.2。其中,码放机械手9.1用于将灌装完成的试剂卡10从下料输送装置8上取下,并码放在托盘9.2上。码放机械手9.1可根据预设的轨迹运动,从而完成码放操作。码放机械手9.1的结构可参考现有技术,在此不做赘述。
本实施例中,灌装冲封一体机还包括自动码放装置9和下料输送装置8,完成封装的试剂卡10由下料输送装置8输送至码放工位,随后由码放机械手9.1码放在托盘9.2上。灌装冲封一体机能够实现灌装、封装、码放同步操作,提高了试剂卡10的生产效率。同时下料抓手装置中设有检测传感器,下料抓手装置在将试剂卡10向下料输送装置8移动的能够检测产品是否合格,并剔除不合格产品。实现产品的自动筛选,进一步提高了生产效率,保证了产品的合格率。
可选的,预放拉卷膜及冲切装置5主要用于展开铝箔卷5.9,并在铝箔膜5.10上冲切封装膜。具体的,如图2至图4所示,预放拉卷膜及冲切装置5包括放膜机构5.1、冲切机构5.3和拉卷膜机构5.4。其中,放膜机构5.1包括放膜电机5.1.1、放膜电机固定座5.1.2、放膜转轴5.1.3。铝箔卷5.9套设在放膜转轴5.1.3的外周。放膜电机5.1.1安装在放膜电机固定座5.1.2上且机轴与放膜转轴5.1.3相连。放膜电机5.1.1带动放膜转轴5.1.3,从而将铝箔卷5.9展开。
进一步的,放膜机构5.1还包括用于检测铝箔卷5.9余量的膜卷余量传感器5.1.5。具体的,膜卷余量传感器5.1.5安装在第一传感器固定板5.1.4上,而第一传感器固定板5.1.4与放膜电机固定座5.1.2相连。膜卷余量传感器5.1.5实时检测铝箔卷5.9的消耗使用情况并向PLC反馈。如铝箔卷5.9即将用完时,PLC控制铝箔耗尽报警器报警,提示操作者及时进行更换,做到智能生产监控。
可选的,冲切机构5.3包括上顶座5.3.1和下底座5.3.2,上顶座5.3.1中安装有切割板5.3.6,下底座5.3.2中设有与切割板5.3.6位置相对应的冲刀5.3.5,冲刀5.3.5能够沿竖直方向升降,进而与切割板5.3.6相配合,对铝箔膜5.10进行裁切。
可选的,下底座5.3.2和上顶座5.3.1之间通过导向柱5.3.3相连,下底座5.3.2和上顶座5.3.1之间还设有滑块5.3.4,滑块5.3.4通过直线轴承套设在导向柱5.3.3外周,冲刀5.3.5安装在滑块5.3.4朝向上顶座5.3.1的侧面上。滑块5.3.4在冲切电机5.3.10的带动下沿导向柱5.3.3上下移动,进而带动冲刀5.3.5沿竖直方向升降。
可选的,上顶座5.3.1设有用以供铝箔膜5.10穿过的穿膜孔,穿膜孔上方设有切割板安装孔,切割板安装孔下方设有用于容纳冲刀5.3.5的让位槽。冲刀5.3.5的上端设有压膜板5.3.7,如图4所示,压膜板5.3.7位于让位槽中。具体的,滑块5.3.4朝向上顶座5.3.1的侧面还设有微型气缸5.3.8,微型气缸5.3.8连接气路系统,压膜板5.3.7连接固定在微型气缸5.3.8活塞杆上。压膜板5.3.7采用独立的分体式结构,其每一部分结构各自连接微型气缸5.3.8。分体式的压膜板5.3.7通过PID控制达到精准控制的效果,使压膜板5.3.7寿命长、不易失效。
进一步的,冲刀5.3.5可设置为两组或多组,每组冲刀5.3.5独立设置。冲刀5.3.5除了开设若干吸附孔,吸附孔连接抽真空系统,用于冲切时吸附封装膜。吸附孔的顶部还设有凹槽,便于冲膜后释放封装膜,防止粘贴吸附。多组冲刀5.3.5间设计存微小高度差,保证冲刀5.3.5同步动作却不同时冲切封装膜,使各冲刀5.3.5冲切过程存在微小时间差,如此可以使铝箔膜5.10保持良好受力、冲切更为顺利,提高冲切质量。
可选的,下底座5.3.2的下方连有冲切电机固定座5.3.9,冲切电机5.3.10安装在冲切电机固定座5.3.9上。冲切电机5.3.10输出轴连接主动轴5.3.11,第一肘杆5.3.12安装在主动轴5.3.11上。第一肘杆5.3.12和第二肘杆5.3.13通过第一销轴铰接,第二肘杆5.3.13和滑块5.3.4通过第二销轴铰接。当冲切电机5.3.10正反向转动时,驱动两肘杆5.3.12、5.3.13摆动,进而带动滑块5.3.4及安装在其上的冲刀5.3.5上下移动,实现自动平稳地往复升降。冲切机构5.3采用冲切电机5.3.10驱动肘杆,进而带动冲刀5.3.5的冲切方式冲裁封装膜。控制过程精准、稳定、可靠,既起到了增力作用,又达到了减震降噪的效果。
冲切完成后,冲切电机5.3.10驱动两肘杆5.3.12、5.3.13反向摆动,带动滑块5.3.4与冲刀5.3.5、压膜板5.3.7向下运动。与此同时,拉卷膜电机5.4.1开始动作,将冲切后的废膜卷起。拉卷膜机构5.4包括拉卷膜电机5.4.1、拉卷膜主动滚筒5.4.3、拉卷膜从动滚筒5.4.4以及卷废膜滚筒5.4.8。其中,拉卷膜电机5.4.1安装在拉卷膜电机固定座5.4.2上,拉卷膜电机5.4.1的输出轴与拉卷膜主动滚筒5.4.3相连,拉卷膜从动滚筒5.4.4与拉卷膜主动滚筒5.4.3相贴合,二者将废膜压紧。拉卷膜电机5.4.1带动拉卷膜主动滚筒5.4.3转动,进而将废膜从冲切机构5.3中拉出。另外,卷废膜滚筒5.4.8通过皮带和拉卷膜主动滚筒5.4.3连接,拉卷膜主动滚筒5.4.3转动的同时带动卷废膜滚筒5.4.8转动,进而使废膜缠绕在卷废膜滚筒5.4.8的外周。
可选的,拉卷膜机构5.4还包括压杆5.4.5、压簧5.4.6和压板5.4.7。压杆5.4.5与拉卷膜从动滚筒5.4.4的转轴相连,压板5.4.7固定设置,压簧5.4.6位于压杆5.4.5和压板5.4.7之间。压簧5.4.6通过压杆5.4.5推动拉卷膜从动滚筒5.4.4紧贴拉卷膜主动滚筒5.4.3,从而使拉卷膜从动滚筒5.4.4和拉卷膜主动滚筒5.4.3可通过摩擦力拉动废膜。
由于铝箔膜5.10厚度较薄,无法承受过大的拉应力。因而冲切过程中,放膜机构5.1首先释放预设长度的铝箔膜5.10,随后拉卷膜机构5.4逐渐拉动铝箔膜5.10,同时冲切机构5.3冲裁封装膜。为保证预先释放的铝箔膜5.10始终完全展开,放膜机构5.1和冲切机构5.3之间还设有用以将铝箔膜5.10充分展开的预吹放机构5.2。
可选的,预吹放机构5.2导向盒罩5.2.1、吹气喷嘴5.2.2和挡板5.2.5。具体的,吹气喷嘴5.2.2安装在导向盒罩5.2.1的顶部,挡板5.2.5安装在导向盒罩5.2.1的底部,并位于吹气喷嘴5.2.2下方。吹气喷嘴5.2.2与输气机构相连,并向导向盒罩5.2.1的底部吹气。铝箔膜5.10进入导向盒罩5.2.1和吹气喷嘴5.2.2之间,在气体喷吹张力的作用下展开、并与挡板5.2.5贴合。其中,吹气喷嘴5.2.2连接比例积分调压阀,比例积分调压阀保证气量流速大小精准可调。导向盒罩5.2.1中还设有位于挡板5.2.5下方的膜到位传感器5.2.3和第二传感器固定板5.2.4。膜到位传感器5.2.3与PLC相连,并向PLC反馈铝箔膜5.10到位信息。如果铝箔膜5.10未与挡板5.2.5贴合到位,则PLC控制放膜机构5.1进行放膜。当然,用户也可采用真空泵或风机等,在导向盒罩5.2.1的底部抽气,通过负压将铝箔膜5.10展开。
另外,为张紧铝箔膜5.10,沿冲切、拉卷方向依次设置有三个导向滚筒。其中,预吹放机构5.2的出口处设有第一导向滚筒5.6,冲切机构入口设有第二导向滚筒5.7,冲切机构5.3和拉卷膜机构5.4之间为第三导向滚5.8。第三导向滚5.8与冲切机构5.3之间设有走膜长度传感器5.5。走膜长度传感器5.5用于检测铝箔膜5.10冲裁孔距个数,并将该数据反馈到PLC,PLC根据冲裁孔距个数控制拉卷膜电机5.4.1停止,同时放膜电机5.1.1开始放膜。拉卷膜机构5.4还包括膜卷余量传感器5.1.5,其实时检测卷材的消耗使用情况,并向PLC反馈。如膜卷即将用尽,则报警提示操作者及时进行更换,做到智能生产监控。
本实施例中,预放拉卷膜及冲切装置5设有预吹放机构5.2,预吹放机构5.2通过喷吹张力将铝箔膜5.10在导向盒罩5.2.1展开,并使铝箔膜5.10与导向盒罩5.2.1底部的挡板5.2.5贴合到位。拉卷膜机构5.4卷收废膜时仅需克服喷吹张力,从而使铝箔膜5.10所受拉力非常轻柔均匀顺畅,不会因受力过大、受力不均等情况导致扭曲变形或断裂。另外,由于预吹方机构要保持铝箔膜5.10与导向盒罩5.2.1底部的挡板5.2.5贴合到位。因而导向盒罩5.2.1铝箔膜5.10的长度始终不变,保证每次的放膜长度是固定、精准的。
可选的,封焊装置7包括封焊升降机构7.1和密封头组件7.2。其中,密封头组件7.2用于焊接封装膜和试剂卡10,封焊升降机构7.1用于带动密封头组件7.2升降。封焊升降机构7.1包括固定支架7.1.1、动力气缸7.1.2以及用于连接动力气缸7.1.2和密封头组件7.2连接的传动杆系统。具体的,如图5所示,固定支架7.1.1的侧面呈L型,包括水平安装板和竖直安装板。其中水平安装板具有沿厚度方向贯穿的过孔,密封头组件7.2与过孔间隙配合。竖直安装板朝向密封头组件7.2的一侧设有直线导轨7.1.11,密封头组件7.2通过小型气缸7.1.12与滑动块7.1.10相连,滑动块7.1.10安装在直线导轨7.1.11上,并沿直线导轨7.1.11上下滑动。竖直安装板的上端远离密封头组件7.2的一侧设有第一支撑板7.1.4。动力气缸7.1.2的缸筒与气缸固定板7.1.3固定连接,气缸固定板7.1.3通过轴套铰接安装在第一支撑板7.1.4上。
可选的,动力气缸7.1.2的活塞与推拉杆7.1.5一端相连,推拉杆7.1.5另一端连接接杆7.1.6,接杆7.1.6和上肘杆7.1.7上端通过销轴铰接。竖直安装板靠近密封头组件7.2的一侧设有第二支撑板7.1.9,上肘杆7.1.7通过第一滚动轴承铰接安装在第二支撑板7.1.9上。上肘杆7.1.7下端和下肘杆7.1.8上端通过上销轴铰接。上肘杆7.1.7和下肘杆7.1.8之间可以以上销轴为中心做相对转动,下肘杆7.1.8下端和滑动块7.1.10通过下销轴铰接。动力气缸7.1.2的活塞伸缩推动上肘杆7.1.7的上端左右往复移动,上肘杆7.1.7则绕第一滚动轴承旋转。上肘杆7.1.7、下肘杆7.1.8以及滑动块7.1.10形成连杆滑块机构,从而使动力气缸7.1.2可推动滑动块7.1.10沿直线导轨7.1.11上下移动。封焊升降机构7.1中,铰接用的轴套均为自润滑轴套,自润滑轴套具有维护方便、使用寿命长等优点。小型气缸7.1.12可具体为为带导向柱的气缸,导向柱能够限制小型气缸7.1.12的径向位移,进而对焊接过程精准定位。
可选的,密封头组件7.2包括焊接模具7.2.1、加热器7.2.3、上联板7.2.8以及下联板7.2.6。如图6所示,加热器7.2.3与小型气缸7.1.12的活塞相连,下联板7.2.6连接在上联板7.2.8的下方,焊接模具7.2.1与下联板7.2.6相连。焊接模具7.2.1中央具有凹槽部,下联板7.2.6具有能够插入凹槽部中的连接凸块部。凹槽部和连接凸块部通过螺栓连接,凹槽部的底部和连接凸块部之间形成安装腔,加热器7.2.3设置在安装腔中。加热器7.2.3对焊接模具7.2.1进行加热,使其达到封焊温度。焊接模具7.2.1的底面形成加热压紧平面,封焊过程中,加热压紧平面压紧封装膜的同时对其加热,进而将封装膜和试剂卡10焊接在一起。当然,滑动块7.1.10上的小型气缸7.1.12及密封头组件7.2可以设置为两组或多组,以实现对多个包装容器的封焊。
可选的,安装腔中还设有以及上导热膜7.2.2、绝缘板7.2.4以及温度传感器7.2.5。其中,导热膜7.2.2位于加热器7.2.3和焊接模具7.2.1之间,隔热板7.2.7位于加热器7.2.3和下联板7.2.6之间。因而,加热器7.2.3所产生的热量主要向下传导,用于加热焊接模具7.2.1,同时也增加了加热器7.2.3上方的热阻,避免下联板7.2.6温度过高。另外,上联板7.2.8和下联板7.2.6之间设有绝缘板7.2.4。具体的,上联板7.2.8和绝缘板7.2.4螺栓连接,绝缘板7.2.4和下联板7.2.6也通过螺栓连接,从而使三者相连。
另外,密封头组件7.2还包括温度传感器7.2.5,温度传感器7.2.5安装在焊接模具7.2.1中,用于实时检测焊接模具7.2.1温度,并向PLC传输反馈信号。PLC与加热器7.2.3相连,并根据温度信号对加热器7.2.3进行实时控制,保证焊接模具7.2.1始终保持在封焊温度范围内。此外,加热器7.2.3为片板状结构,其发热面积大、发热均匀性好,可使铝箔膜5.10均匀稳定受热,能够有效提升封膜质量。此外,为方便热焊后的分离焊接模具7.2.1和封装膜,封装膜表面喷涂特氟龙涂层。
进一步的,在封焊装置7工作之前,操作者需要将密封头组件7.2调整至合适的高度上。为方便调节,密封头组件7.2还包括向竖直安装板延伸的调整检测片7.2.9,调整检测片7.2.9安装在上联板7.2.8上。,竖直安装板朝向密封头组件7.2的侧面设有位于直线导轨7.1.11下方的精密刻度尺7.1.13。调整检测片7.2.9指示精密刻度尺7.1.13上的刻度,方便操作者调整好小型气缸7.1.12的压缩量。
本实施例中,封焊装置7采用气缸驱动通过连杆滑块机构带动密封头组件7.2上下移动,这种驱动方式既通过杠杆结构增加了密封头组件7.2上的作用力,又实现了减震降噪。每组密封头组件7.2独立式设计,各自连接小型气缸7.1.12,既可实现独立精准温度控制,达到所需密封温度,同时封焊触压铝箔膜5.10时自适应性强、动作轻柔几无噪声。所小型气缸7.1.12均采用PID控制,封焊压力精准稳定,一次封焊即可、工艺简单,封膜光滑平整美观、无压痕孔痕、质量好效率高。
需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
以上对本发明所提供的灌装冲封一体机进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号