产品搜索
当前位置:首页->多工位自动贴标设备
多工位自动贴标设备
【申请公布号:CN111977112A;申请权利人:昆山鸿仕达智能科技有限公司;发明设计人: 胡海东; 王文赛; 黎明;】
摘要:
本发明公开了一种多工位自动贴标设备,包括机台、用于传输待贴标工件的工件传输模组、用于供应标签的供料模组,以及用于吸取标签并向所述待贴标工件进行贴标操作的贴标模组,其中,贴标模组包括通过同步带机构设置的两组吸标工作头,同步带机构的同步带具有相互平行且均沿竖直方向延伸的第一带段与第二带段,两组所述吸标工作头分别固定安装在所述第一带段与所述第二带段上。交替地驱使同步带正转或反转,便可以使得两组吸标工作头交替地下降吸取标签与贴标签,在经过一次贴标运动路径移动便可以实现两个工位的贴标操作,提升了贴标加工效率,同时,还能够满足不同种类、尺寸、规格标签的贴标要求。
主权项:
1.一种多工位自动贴标设备,包括机台、用于传输待贴标工件的工件传输模组、用于供应标签的供料模组,以及用于吸取标签并向所述待贴标工件进行贴标操作的贴标模组,其中,所述待贴标工件沿第一方向传输,所述供料模组包括具有第一供料工位与第二供料工位的供料工作台,所述第一供料工位与所述第二供料工位在垂直于所述第一方向的第二方向上间隔地设置,其特征在于:所述贴标模组包括能够沿所述第二方向运动的安装座、设置在所述安装座上的两组吸标工作头,以及设置在所述安装座上的同步带机构,所述同步带机构包括一上一下地设置的上同步带轮与下同步带轮、张紧在所述上同步带轮与所述下同步带轮上的同步带,以及用于驱动所述上同步带轮或所述下同步带轮旋转的升降驱动件,所述同步带具有位于所述上同步带轮与所述下同步带轮之间的第一带段与第二带段,所述第一带段与所述第二带段相互平行且均沿竖直方向延伸,两组所述吸标工作头分别固定安装在所述第一带段与所述第二带段上,两组所述吸标工作头在所述第二方向上间隔地设置,其中,所述升降驱动件为能够正转与反转的电机,所述电机在正转与反转之间交替工作使得两个所述吸标工作头交替地下降吸取标签,以及交替地下降贴标。
要求:
1.一种多工位自动贴标设备,包括机台、用于传输待贴标工件的工件传输模组、用于供应标签的供料模组,以及用于吸取标签并向所述待贴标工件进行贴标操作的贴标模组,其中,所述待贴标工件沿第一方向传输,所述供料模组包括具有第一供料工位与第二供料工位的供料工作台,所述第一供料工位与所述第二供料工位在垂直于所述第一方向的第二方向上间隔地设置,其特征在于:所述贴标模组包括能够沿所述第二方向运动的安装座、设置在所述安装座上的两组吸标工作头,以及设置在所述安装座上的同步带机构,
所述同步带机构包括一上一下地设置的上同步带轮与下同步带轮、张紧在所述上同步带轮与所述下同步带轮上的同步带,以及用于驱动所述上同步带轮或所述下同步带轮旋转的升降驱动件,所述同步带具有位于所述上同步带轮与所述下同步带轮之间的第一带段与第二带段,所述第一带段与所述第二带段相互平行且均沿竖直方向延伸,两组所述吸标工作头分别固定安装在所述第一带段与所述第二带段上,两组所述吸标工作头在所述第二方向上间隔地设置,其中,所述升降驱动件为能够正转与反转的电机,所述电机在正转与反转之间交替工作使得两个所述吸标工作头交替地下降吸取标签,以及交替地下降贴标。
2.根据权利要求1所述的多工位自动贴标设备,其特征在于:所述供料工作台包括分别形成所述第一供料工位与所述第二供料工位的两个接料台,所述供料模组还包括分别向两个所述接料台供应被剥离的标签的两组供料机构,每组所述供料机构均包括供料座、用于释放标签带的放料辊、用于对所述标签带进行导向的导向辊、用于将标签从标签带上分离的分离台、用于张紧所述标签带的张紧辊,以及用于卷绕标签带的卷料辊,其中,所述接料台固定地设置在所述供料座上并在所述标签带的传送方向上位于所述分离台的前方。
3.根据权利要求2所述的多工位自动贴标设备,其特征在于:每个所述接料台分别沿平行所述第一方向相对所述分离台位置可调整地设置,和/或,两个所述接料台在所述第二方向上相对位置可调整地设置。
4.根据权利要求2所述的多工位自动贴标设备,其特征在于:两组所述供料机构相互独立地设置,两组所述供料机构之间还设有用于调整两者沿平行于所述第一方向上相对位置的间距调整机构,和/或用于调整两者沿竖直方向相对高度位置的高度调整机构。
5.根据权利要求1所述的多工位自动贴标设备,其特征在于:所述吸标工作头包括安装在所述第一带段或所述第二带段上的连接座,以及安装在所述连接座上的吸标头,所述吸标头始终位于所述同步带机构的下方。
6.根据权利要求5所述的多工位自动贴标设备,其特征在于:所述吸标头包括具有真空腔体的腔体座,以及沿竖直方向延伸且能够绕自身轴心线旋转地连接在所述腔体座上的吸杆,所述吸杆具有与所述真空腔体连通的中空腔,所述吸杆的底端设有吸嘴,所述吸标工作头还包括用于驱使所述吸杆旋转的旋转驱动件。
7.根据权利要求6所述的多工位自动贴标设备,其特征在于:两个所述腔体座的所述真空腔体各自通过连接管道独立地连接有一个负压源,所述贴标模组还包括设置在所述安装座上用于采集所述吸标工作头下方工位上的图像信息的图像采集装置,所述图像采集装置与所述旋转驱动件之间通信连接。
8.根据权利要求1所述的多工位自动贴标设备,其特征在于:所述第一供料工位与所述第二供料工位之间的间距与两个所述吸标工作头之间的间距之间具有第一间距差,前一个所述吸标工作头自所述第一供料工位上吸取标签后,所述安装座沿所述贴标运动路径先移动所述第一间距差,后一个所述吸标工作头再从所述第二供料工位上吸取标签。
9.根据权利要求1所述的多工位自动贴标设备,其特征在于:所述待贴标工件上具有第一贴标工位与第二贴标工位,所述第一贴标工位与所述第二贴标工位之间的间距与两个所述吸标工作头之间的间距具有第二间距差,前一个所述吸标工作头完成在所述第一贴标工位上贴标后,所述安装座沿所述贴标运动路径移动所述第二间距差后,后一个所述吸标工作头再向所述第二贴标工位上贴标。
10.根据权利要求1至9任一项所述的多工位自动贴标设备,其特征在于:所述机台上设有相互平行且均沿所述第二方向延伸的两组导轨架,每组所述导轨架上均设置有一组所述的贴标模组,所述机台上沿所述第二方向上还间隔地设置有两组所述的供料模组。
多工位自动贴标设备
技术领域
本发明涉及SMT行业的自动贴标领域,具体涉及一种多工位自动贴标设备。
背景技术
目前,如电子产品等批量的产品在完成生产后需要在产品上贴上标签,以标明产品的信息、生产信息等等,以便于后续产品的溯源等需要。目前,大多数的贴标设备中,往往仅是采用单个的吸标工作头来吸取标签,然后通过驱使该吸标工作头沿XYZ方向的运动而将标签贴在产品上。这样的贴标方式工作效率低下,一次运动行程只能完成进行一次贴标操作。
目前市场上也有多头式的吸标头来各自吸标及贴标操作,但需要多组Z轴来各自实现升降运动,需要较大的安装空间,成本较高;也有采用同步升降的多个吸标头来同时吸取多个标签,以同时进行多个标签的贴标操作,但这样多个吸标头之间的间距是固定的,彼此之间的距离不能调节,而对于同一次供料过程中兼有不同大小的标签,不能适应性地去调整,同样影响贴标效率。
发明内容
本发明的目的是提供一种多工位自动贴标设备,以满足不同种类标签的多工位贴标操作,提高贴标效率。
为达到上述目的,本发明采用的技术方案是:一种多工位自动贴标设备,包括机台、用于传输待贴标工件的工件传输模组、用于供应标签的供料模组,以及用于吸取标签并向所述待贴标工件进行贴标操作的贴标模组,其中,所述待贴标工件沿第一方向传输,所述供料模组包括具有第一供料工位与第二供料工位的供料工作台,所述第一供料工位与所述第二供料工位在垂直于所述第一方向的第二方向上间隔地设置,所述贴标模组包括能够沿所述第二方向运动的安装座、设置在所述安装座上的两组吸标工作头,以及设置在所述安装座上的同步带机构,所述同步带机构包括一上一下地设置的上同步带轮与下同步带轮、张紧在所述上同步带轮与所述下同步带轮上的同步带,以及用于驱动所述上同步带轮或所述下同步带轮旋转的升降驱动件,所述同步带具有位于所述上同步带轮与所述下同步带轮之间的第一带段与第二带段,所述第一带段与所述第二带段相互平行且均沿竖直方向延伸,两组所述吸标工作头分别固定安装在所述第一带段与所述第二带段上,两组所述吸标工作头在所述第二方向上间隔地设置,其中,所述升降驱动件为能够正转与反转的电机,所述电机在正转与反转之间交替工作使得两个所述吸标工作头交替地下降吸取标签,以及交替地下降贴标。
优选地,所述供料工作台包括分别形成所述第一供料工位与所述第二供料工位的两个接料台,所述供料模组还包括分别向两个所述接料台供应被剥离的标签的两组供料机构,每组所述供料机构均包括供料座、用于释放标签带的放料辊、用于对所述标签带进行导向的导向辊、用于将标签从标签带上分离的分离台、用于张紧所述标签带的张紧辊,以及用于卷绕标签带的卷料辊,其中,所述接料台固定地设置在所述供料座上并在所述标签带的传送方向上位于所述分离台的前方。
进一步地,每个所述接料台分别沿平行所述第一方向相对所述分离台位置可调整地设置,和/或,两个所述接料台在所述第二方向上相对位置可调整地设置。
进一步地,两组所述供料机构相互独立地设置,两组所述供料机构之间还设有用于调整两者沿平行于所述第一方向上相对位置的间距调整机构,和/或用于调整两者沿竖直方向相对高度位置的高度调整机构。
优选地,所述吸标工作头包括安装在所述第一带段或所述第二带段上的连接座,以及安装在所述连接座上的吸标头,所述吸标头始终位于所述同步带机构的下方。
进一步地,所述吸标头包括具有真空腔体的腔体座,以及沿竖直方向延伸且能够绕自身轴心线旋转地连接在所述腔体座上的吸杆,所述吸杆具有与所述真空腔体连通的中空腔,所述吸杆的底端设有吸嘴,所述吸标工作头还包括用于驱使所述吸杆旋转的旋转驱动件。
更进一步地,两个所述腔体座的所述真空腔体各自通过连接管道独立地连接有一个负压源,所述贴标模组还包括设置在所述安装座上用于采集所述吸标工作头下方工位上的图像信息的图像采集装置,所述图像采集装置与所述旋转驱动件之间通信连接。
优选地,所述第一供料工位与所述第二供料工位之间的间距与两个所述吸标工作头之间的间距之间具有第一间距差,前一个所述吸标工作头自所述第一供料工位上吸取标签后,所述安装座沿所述贴标运动路径先移动所述第一间距差,后一个所述吸标工作头再从所述第二供料工位上吸取标签。
优选地,所述待贴标工件上具有第一贴标工位与第二贴标工位,所述第一贴标工位与所述第二贴标工位之间的间距与两个所述吸标工作头之间的间距具有第二间距差,前一个所述吸标工作头完成在所述第一贴标工位上贴标后,所述安装座沿所述贴标运动路径移动所述第二间距差后,后一个所述吸标工作头再向所述第二贴标工位上贴标。
优选地,所述机台上设有相互平行且均沿所述第二方向延伸的两组导轨架,每组所述导轨架上均设置有一组所述的贴标模组,所述机台上沿所述第二方向上还间隔地设置有两组所述的供料模组。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:本发明的多工位自动贴标设备,其中利用同步带机构来驱使两组吸标工作头升降,使得两组吸标工作头交替地下降吸取标签与贴标签,在经过一次贴标运动路径移动便可以实现两个工位的贴标操作,提升了贴标加工效率,同时,还能够满足不同种类、尺寸、规格标签的贴标要求。该设备中各模组的布置紧凑,对安装空间的要求较小,成本较低,尤其适用于贴标种类经常更换的贴标生产领域。
附图说明
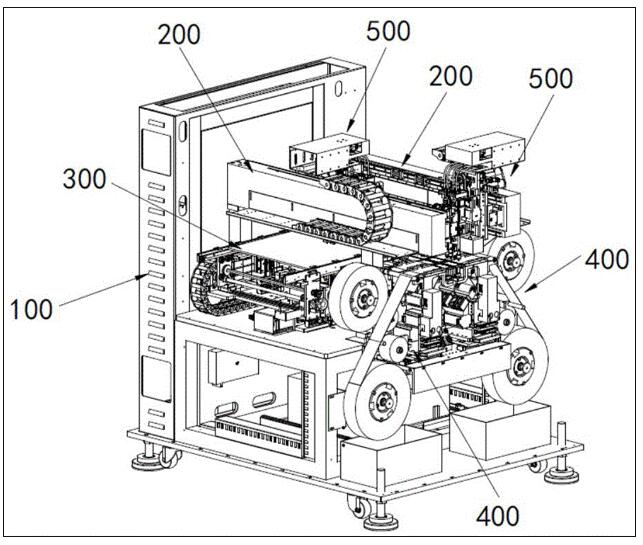
附图1为本发明的多工位自动贴标设备的整体结构示意图一;
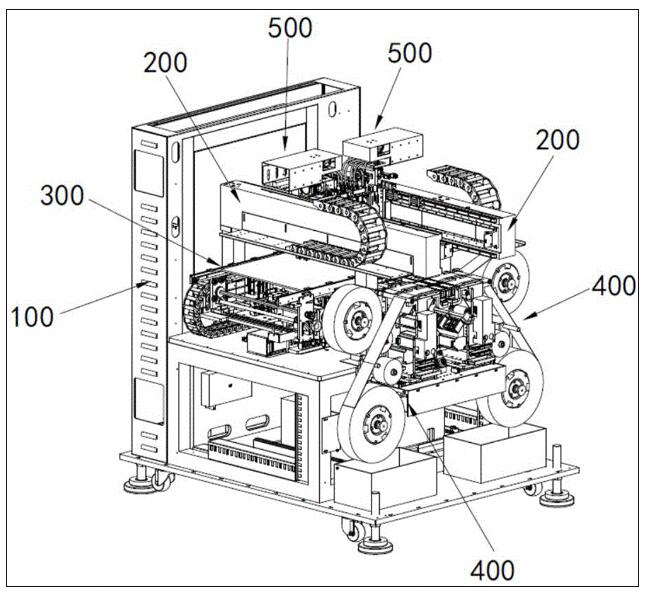
附图2为本发明的多工位自动贴标设备的整体结构示意图二;
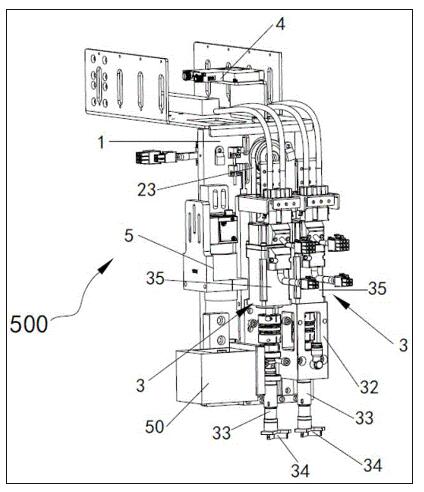
附图3为本发明的多工位自动贴标设备中贴标模组的整体结构示意图;
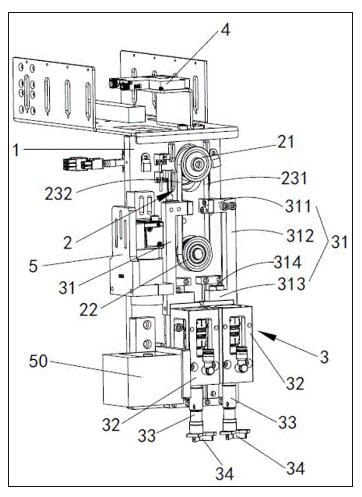
附图4为本发明的多工位自动贴标设备中贴标模组的内部结构示意图;
附图5为本发明的多工位自动贴标设备中贴标模组在其中一个吸标工作头吸取标签时的示意图;
附图6为本发明的多工位自动贴标设备中供料模组的结构示意图;
其中:100、机台;200、导轨架;300、工件传输模组;400、供料模组;500、贴标模组;1、安装座;2、同步带机构;21、上同步带轮;22、下同步带轮;23、同步带;231、第一带段;232、第二带段;3、吸标工作头;31、连接座;311、上座体;312、连接体;313、下座体;314、限位器;32、腔体座;33、吸杆;34、吸嘴;4、负压源;5、CCD相机;50、光源;6、接料台;7、固定座;8、供料机构;80、标签带;81、供料座;82、放料辊;83、导向辊;84、分离台;85、张紧辊;86、压紧气缸;87、卷料辊;9、间距调整机构;91、丝杠;92、驱动电机。
具体实施方式
下面结合附图和具体的实施例来对本发明的技术方案作进一步的阐述。
参见图1、图2所示,一种多工位自动贴标设备,其包括机台100、用于传输待贴标工件的工件传输模组300、用于供应标签的供料模组400,以及用于吸取标签并向待贴标工件进行贴标操作的贴标模组500,其中待贴标工件沿第一方向传输,贴标模组500从供料模组400的供料工位上吸取标签后,运动至工件传输模组300的待贴标工件上方,并在待贴标工件上进行贴标操作,贴标模组500从供料工位的上方运动至待贴标工件上方的运动路径为贴标运动路径,其运动方向为第二方向,该第二方向与上述第一方向相互垂直。此处,第一方向为X向,第二方向为Y向。
该多工位自动贴标设备中,每个供料模组400包括具有两个供料工位的供料工作台,该两个供料工位——第一供料工位与第二供料工位,在第二方向(Y向)上间隔地分布。贴标模组500上具有两组吸标工作头,分别自第一供料工位与第二供料工位上吸取标签,然后再整体运动至待贴标工件的上方,在待贴标工件的不同贴标工位上进行贴标工作。
本实施例的多工位自动贴标设备中,机台100的上部设置有相互平行且均沿第二方向延伸的两组导轨架200,每组导轨架200上均设置有一组贴标模组500,机台100上沿第二方向上还间隔地设置有两组供料模组400。每组贴标模组500对应一组供料模组400,如此,同时形成四个工位的吸标及贴标操作。
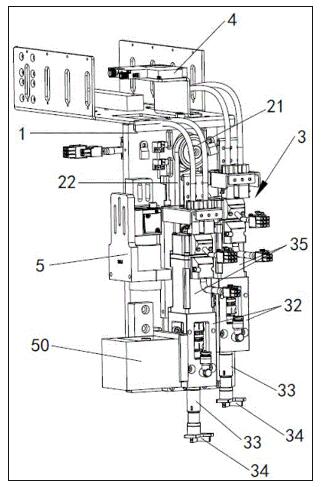
参见图3至图5所示,贴标模组500的结构及工作原理具体如下:
该贴标模组500包括能够沿第二方向(Y向)运动的安装座1、设置在安装座1上的两组吸标工作头3,以及设置在安装座1上的同步带机构2。
同步带机构2包括一上一下地设置在安装座1上的上同步带轮21和下同步带轮22、张紧在上同步带轮21与下同步带轮22上的同步带23,以及用于驱动上同步带轮21或下同步带轮22旋转的升降驱动件(图中未示出)。
该同步带23具有位于上同步带轮21与下同步带轮22之间的第一带段231与第二带段232,上述第一带段231与第二带段232相互平行且沿竖直方向延伸,两组吸标工作头3分别固定安装在第一带段231与第二带段232上,且两组吸标工作头3在第二方向(Y向)上间隔地设置。
升降驱动件为能够正转与反转的电机,该电机在正转与反转之间交替工作时,使得第一带段231下降且第二带段232上升,或者第一带段231上升且第二带段232下降,从而使得两组吸标工作头3交替地下降吸取标签,以及交替地下降贴标。
该吸标工作头3包括安装在第一带段231或第二带段232上的连接座31,以及安装在连接座31上的吸标头,该吸标头始终位于同步带机构2的下方。
具体地,连接座31包括上座体311、下座体313,以及连接在上座体311与下座体313同一侧之间且沿竖直方向延伸的连接体312,上座体311固定地连接在第一带段231或第二带段232上,连接体312位于同步带23的外侧,两组吸标工作头3对应的两组连接座31之间形成一容纳空间,下同步带轮22位于上述容纳空间内。上述吸标头包括具有真空腔体的腔体座32、沿竖直方向延伸且能够绕自身轴心线旋转地连接在腔体座32上的吸杆33,其中,吸杆33具有与真空腔体连通的中空腔,吸杆33的底端设有吸嘴34,吸杆33旋转时带动吸嘴34同步旋转而使得吸嘴34的中心位置发生改变。此处,旋转驱动件35为电机。该吸标工作头3还包括用于驱使吸杆33旋转的旋转驱动件35,此处,该旋转驱动件35为电机,该电机的座体固定安装在连接座31上。连接座31与安装座1之间还设置有用于限制吸标工作头3向上移动位置的限位器314,此处该限位器314设于下座体313的上部,该限位器314与升降驱动件35的电机之间通信连接。
两组吸标工作头3各自连接一个负压源4,具体地,两个腔体座32的真空腔体各自通过连接管道独立地连接有一个负压源4,这样,两组吸标工作头3可以各自独立地吸取标签,或者释放标签进行贴标操作。
该贴标模组500还包括设置在安装座1上且用于采集吸标工作头3下方工位上的图像信息的图像采集装置,该图像采集装置与旋转驱动件35之间通信连接。具体地,该图像采集装置具体包括CCD相机5,以及位于CCD相机5下方的光源50,光源50用于照亮吸标工作头3下方的工位,CCD相机5拍照获取图像信息。该图像采集装置还包括图像处理器,以用于处理CCCD相机5拍照获取的图像,从该图像中获取下方工位上标签或者带贴标件的中心点,随后控制旋转驱动件35相应地工作而驱使吸杆33旋转,从而使得吸杆33底端的吸嘴34的中心位置与上述中心点对应,随后再驱使吸标工作头3下降而对应地进行吸标或贴标。
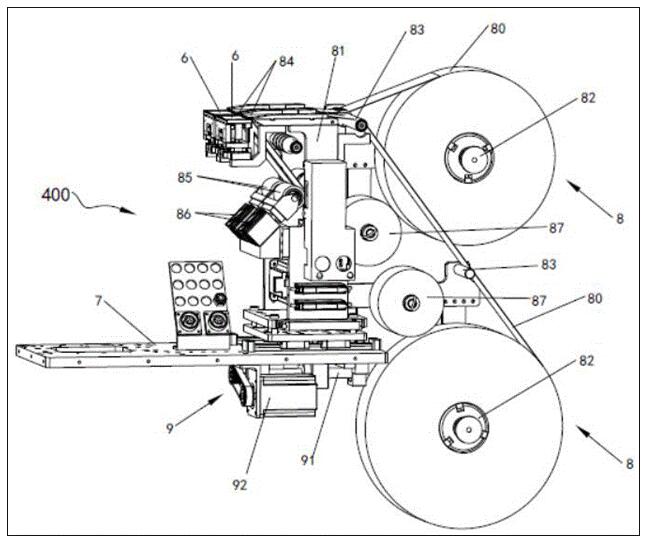
参见图6所示,供料模组400的结构及工作原理具体如下:
供料工作台包括分别形成第一供料工位与第二供料工位的两个接料台6,供料模组400还包括分别向两个接料台6供应被剥离的标签的两组供料机构8。具体地,两组供料机构8均安装在固定座7上,该固定座7安装在机台100上而使得供料模组400整体被固定安装在机台100上。
每组供料机构8均包括供料座81、用于释放标签带80的放料辊82、用于对标签带80进行导向的导向辊83、用于将标签从标签带80上分离的分离台84、用于张紧标签带80的张紧辊85,以及用于卷绕标签带80的卷料辊87,其中,接料台6固定地设置在供料座81上并在标签带80的传送方向上位于分离台84的前方。该供料机构8还包括用于驱使张紧辊85压紧在标签带80上的压紧气缸86。卷绕有标签带80的料辊自放料辊82释放,并经过导向辊83到达分离台84,在分离台84前端面的作用下,标签从标签带80上被剥离,随后到达接料台6上。被剥离标签后的标签带80经过张紧辊85并卷料辊87收卷。
该供料模组400中,每个接料台6分别沿平行于第一方向(X向)相对分离台84位置可调整地设置,该两个接料台6在第二方向(Y向)上相对位置可调整地设置,这样,不仅方便标签带80安装时的穿带操作,同时,也为了适应不同标签的尺寸大小,而能够将两个接料台6彼此之间的间距进行相对调整,使得该供料模组400能够适应不同尺寸标签的供料。
两组供料机构8彼此相互独立地设置,两组供料机构8之间还设有用于调整两者沿平行于第一方向(X向)上相对位置的间距调整机构9,以及用于调整两者沿竖直方向相对高度位置的高度调整机构(图中未示出)。此处,该间距调整机构9包括沿X向延伸的丝杠91、用于驱动丝杠91旋转的驱动机构,与丝杠91配合的螺母则固定在其中一个供料座81的底部。此处驱动机构采用的为驱动电机92加同步带机构的方式,更利于空间上的紧凑布局。
如此,该多工位自动贴标设备在工作时,待贴标工件由工件传输模组300沿X向传输至贴标加工工作区,其上形成对应两组贴标模组500的两组第一贴标工位与第二贴标工位,两组贴标模组500各自分别进行贴标操作,亦即同时能够实现4个贴标工位上的贴标加工。
下面以其中一组贴标模组500、供料模组400的配合为例来说明该贴标设备的工作过程:
当两组吸标工作头3之间的间距、第一供料工位与第二供料工位之间的间距、以及第一贴标工位与第二贴标工位之间的间距均相同时,则,贴标模组500先移动至供料模组400的上方,两组吸标工作头3与第一供料工位、第二供料工位的位置分别对应,电机正转工作使得第一带段231向下运动,使得对应的吸标工作头3下降至第一供料工位上吸取标签,随后,电机反转,使得第一带段231上升,此时,第二带段232下降直至到第二供料工位上吸取标签,继而,电机再正转,第二带段232上升,使得两组吸标工作头3的高度一致或者至少不会在Y向运动的过程中与其他部件造成干涉时,驱动整个贴标模组500沿Y向运动,从而到达待贴标工件的上方。两组吸标工作头3与第一贴标工位、第二贴标工位分别对应,与吸取标签的过程类似,两组吸标工作头3交替下降,并分别完成两个贴标工位上的贴标操作。这样,一次Y向的运动行程便实现了2个工位的贴标操作。
当两组吸标工作头3之间的间距、第一供料工位与第二供料工位之间的间距,和/或第一贴标工位与第二贴标工位之间的间距不同时,设第一供料工位与第二供料工位之间的间距和两组吸标工作头3之间的间距之间具有第一间距差,设第一贴标工位与第二贴标工位之间的间距和两组吸标工作头3之间的间距之间具有第二间距差,则:
在吸取标签时,先让一个吸标工作头3对应第一供料工位的位置,电机正转而使得该吸标工作头3下降而吸取第一供料工位上的标签;随后,电机反转,该吸取有标签的吸标工作头3上升,另一个吸标工作头3下降,同时,整个贴标模组500沿Y向移动,使得该另一个吸标工作头3运动上述第一间距差的位移量而到达第二供料工位的上方,电机继续反转而使该吸标工作头3继续下降而从第二供料工位上吸取标签。然后,电机再正转,使得两组吸标工作头3到达同一高度后,整个贴标模组500沿Y向移动到达待贴标工件的上方。
在贴标操作时,与吸取标签时类似,也是先让一个吸标工作头3先对应第一贴标工位进行贴标后,整个贴标模组500沿Y向移动第二间距差的位移,使得另一个吸标工作头3到达第二贴标工位进行贴标。待两个贴标工位均完成贴标后,整个贴标模组500再沿Y向移动而到达供料模组400上方进行下一次的吸取标签和贴标签操作。
综上所述,本发明的多工位自动贴标设备,能够实现多工位的同时贴标操作,还能够满足不同种类标签的贴标要求,以及同时贴不同尺寸规格标签的要求,适应性更广。该设备中各模组的布置紧凑,对安装空间的要求较小,成本较低,尤其适用于贴标种类经常更换的贴标生产领域。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号