PTMG型聚氨酯同步带的研制
赵彩荣 ,刘朝晖 ,杨 洁 ,赵 伟 ,魏柳荷 ,张阿方
(河南省科学院化学研究所 ,郑州 450002)
摘 要:采用自行生产的 PTMG型聚氨酯预聚体为原料 ,通过对物料配比、 强力层材料、 粘接工艺等条件的研究 ,制得了硬度适宜、 机械强度高、 耐磨损、 耐油、 耐水解、 耐屈挠性能好的聚氨酯同步带。
关键词:四氢呋喃均聚醚;聚氨酯预聚体;同步带
中图分类号: TQ33411 文献标识码:B 文章编号:1005 - 4030 (2002) 05 - 0027 - 03
作者简介:赵彩荣,女,38 岁,硕士研究生,副研究员,主要从事聚氨酯材料的合成与应用研究。
浇注型聚氨酯同步带具有高硬度、 高弹性、 耐磨性能优异、 机械强度高、 传动功率大、 带体薄、 运转平稳和耐辐射性能好等特点[1 ]。浇注型聚氨酯具有一般液体橡胶的优点 ,不需要炼胶、 压延等设备 ,工艺简单、 成型方便[2 ,3 ]。在各种聚氨酯材料中 ,以四氢呋喃均聚醚(简称 PTMG)类聚氨酯材料综合性能最佳 ,它除具备聚酯类聚氨酯橡胶机械强度高、 而磨性能好等优点外 ,还具有优异的耐水解性、 耐霉菌性及耐老化性等 ,因而由 PT2MG制备的聚氨酯同步带其综合性能最佳 ,产品的贮存稳定性也更好。
本工作以 PTMG型聚氨酯预聚体为主要原料 ,通过对物料配比、 强力层材料、 粘接工艺、 浇注工艺以及硫化工艺等条件的研究 ,制得了硬度适宜、 机械强度高、 耐磨损、 耐油、 耐水解、 耐屈挠性能好的聚氨酯同步带。
1 实验部分
111 原料
PTMG(M1000~2000) ,自制工业品; 2 ,4 -TDI ,进口一级工业品;MOCA ,工业一级品;脱模剂 ,工业一级品;CH218 ,工业一级品;列克钠 ,工业一级品;间苯二酚 — 甲醛树脂胶粘剂 ,自制;钢丝绳 ,工业一级品;玻璃纤维绳 ,工业一级品;芳纶纤维 ,进口一级工业品;甲苯 ,石油级;异丙醇 ,工业一级品。
112 实验操作
1)聚氨酯预聚体的制备:将已脱水的 PTMG与 TDI在相应温度下 ,按一定配比反应一定时间 ,即得预聚体。
2)模具处理及强力层线绳缠绕:为防止模具与聚氨酯橡胶粘合而影响脱模 ,在模具上应均匀地涂一层脱模剂。涂过脱模剂的模具经组装后 ,放置在绕线机上 ,进行强力层线绳缠绕。绕线后的模具放在 100 ±10 ℃ 烘箱中加热 30min。
3)成品的制备:将预聚体加热至一定温度后 ,倒入熔化的 MOCA ,迅速混合均匀后 ,注入同步带模具内 ,离心浇注 ,浇至有微量余料从模腔溢出为止 ,并继续高速离心运转 3min 左右 ,待原料已成为流动性很小的粘稠液体时 ,停止离心机转动 ,将模具移入 100 ℃烘箱中硫化一定时间 ,冷却脱模 ,即得成品。
113 分析测试
PTMG型聚氨酯同步带拉伸强度、 参考力及参考力伸长率的测定 ,按 GB10716 - 89 进行;同步带尺寸的测定 ,按 GB11616 - 89 进行;聚氨酯橡胶邵尔 A 硬度的测定 ,按 GB/ T531 - 92 进行;拉伸强度、 拉断永久变形的测定 ,按 GB/ T528 -92进行;撕裂强度的测定 ,按 GB/ T529 - 91 进行;耐磨性能的测定 (用阿克隆磨耗机) ,按GB1689 - 82 进行;热空气老化性能的测定按GB3512 - 83 进行;耐液体性能的测定 ,按 GB/T1690 -92 进行。
2 结果与讨论
211 预聚体制备工艺对产品性能的影响预聚体制备工艺包括 PTMG相对分子质量的选择、 TDI 与 PTMG摩尔比的控制、 反应温度的高低以及反应时间的长短等 ,这些条件的控制直接影响到预聚体的粘度及产品的机械物理性能。同步带的本体胶料是带背胶和带齿胶。带背胶是保护层 ,将强力层牢牢固定在节线位置 ,传动时承受拉伸和弯曲 ,同时将应力传递给强力层 ,因此要求带背胶要有足够的柔韧性和耐屈挠性;带齿胶在传动中承受剪切应力 ,向强力层传递应力和保护强力层 ,因此 ,要求带齿胶要有足够的硬度和强度 ,同时还要求胶料具有优异的耐磨、 耐油、耐水解、 耐化学腐蚀、 耐霉菌、 耐老化性能等 ,PT2
MG型聚氨酯橡胶正好具备上述特性。综合考虑这几方面的影响因素 ,选取橡胶的邵尔 A 硬度为84 ±2 度。
制备同一硬度的聚氨酯制品 ,不同相对分子质量的 PTMG对制品的性能影响也不同 ,同时还影响到产品的操作性能。表 1 为不同相对分子质量的 PTMG制备预聚体 ,其粘度及物理机械性能的比较。
表 1
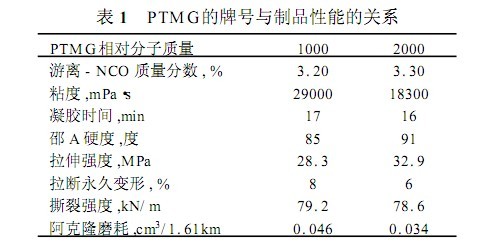
从表 1 可以看出 ,选择相对分子质量在 2000左右的 PTMG制作聚氨酯同步带比较合适 ,物料配比应控制在 TDI与 PTMG摩尔比为 1. 84~1. 95。
212 强力层材料的选择
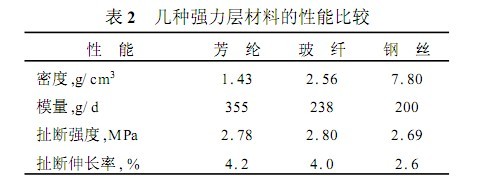
强力层是同步带的核心层,承受着传动过程中的全部强力和载荷 ,并要使传动带尺寸在传递动力时始终保持稳定 ,以保证带齿与带轮齿槽间良好的啮合。因此 ,要求强力层材料具有高的定伸、 低的伸长率以及良好的耐屈挠性能。目前 ,一般选用钢丝、 聚酯绳、 玻璃纤维绳及芳纶纤维等作为强力层材料。表 2 为几种强力层材料的性能比较。
表 2 几种强力层材料的性能比较
分别以三种强力层材料制作同一型号的聚氨酯同步带 ,对其性能进行测试 ,结果如表 3。
表 3 不同强力层材料的同步带性能对比

同步带使用性能的好坏 ,一方面与同步带的初始物理机械性能密切相关 ,另外 ,还与同步带的耐疲劳性能关系重大。实验发现 ,玻璃纤维骨架材料同步带的强力降低迅速 ,而芳纶骨架材料同步带的强力降低则缓慢 ,这主要是由于玻璃纤维绳的耐弯曲疲劳和扭转疲劳性能较差 ,而芳纶纤维则相对较好的缘故。
213 强力层材料与聚氨酯橡胶粘附强度对产品性能的影响
由于同步带是啮合传动,不但对各部位的几何尺寸参数要求精确 ,而且在长期传动情况下仍要求各部位的几何尺寸参数基本保持不变 ,以使带齿和带轮槽间仍精密啮合。除要求强力层材料伸应力高、 伸长率低和热变形小外 ,还要求强力层材料与聚氨酯橡胶之间要有比较好的粘合效果 ,这样才能更好地保证产品的质量。
为了提高强力层材料与聚氨酯橡胶之间的粘合强度 ,须在强力层材料上涂刷一层胶粘剂 ,由于所用强力层材料不同 ,所以胶粘剂的种类及配方也不同。
以钢丝绳、 玻璃纤维、 芳纶纤维为强力层材料 ,分别进行粘附强度试验 ,结果见表 4。
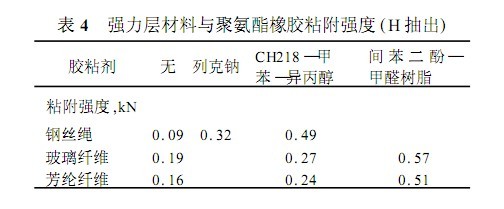
从表 4 看出 ,选取 CH218 — 甲苯 — 异丙醇作为钢丝绳与聚氨酯橡胶的粘合剂比较合适;选取聚氨酯橡胶的粘合剂比较合适。
214 固化剂用量对产品性能的影响
聚氨酯同步带在使用过程中,要求带齿具有优异的耐磨性、 良好的抗撕裂性能及耐油、 耐温、耐老化、 耐化学腐蚀性能。PTMG型聚氨酯橡胶基本上具备了上述特性 ,但对于同一种预聚体 ,所加固化剂量的不同 ,对上述性能的影响也不同。
本工作选用 MOCA 作为固化剂 ,表 5 为同一种 PTMG型聚氨酯预聚体( - NCO %为 3. 20%) ,在相同的浇注工艺条件下 ,所加固化剂量的不同对制品性能的影响。
从表 5 可以看出 ,随 MOCA用量的增加 ,
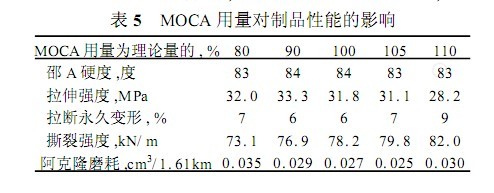
表 6 聚氨酯胶料及同步带贮存稳定性
伸强度也在增大 ,但 MOCA用量增大到一定值后(如 100 %) ,拉伸强度反而下降 ,但撕裂强度却一直随 MOCA用量的增加而增大;阿克隆磨耗 ,在MOCA 用量小于理论量的 105 %时 ,其值也随MOCA用量的增加而增大。对聚氨酯同步带 ,在胶料拉伸强度比较理想的前提下 ,要求胶料具有较高的抗撕裂性及耐磨性 ,所以综合考虑 MOCA用量对制品性能的影响 ,选择 MOCA用量为理论量的 100 %~102 %比较合适。
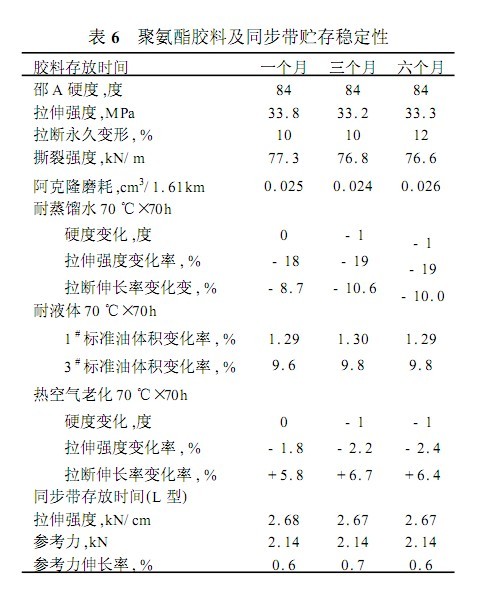
215 贮存稳定性
按照制备 PTMG型聚氨酯同步带的工艺条件制作标准试样及同步带(以芳纶纤维作强力层材料) ,在常温下存放数日 ,对其性能进行测定 ,结果如表 6 ,由表中数据可见产品贮存稳定性良好。
3 结论
(1)通过对预聚体制备工艺、 同步带制备工艺等条件的研究 ,确定了最佳工艺条件:PTMG:相对分子质量约 2000 ;物料配比: TDI 与 PTMG摩尔比为 1. 84~
1. 95 ;MOCA :其用量为理论量的 100 %~102 %;强力层材料:钢丝绳、 玻璃纤维绳、 芳纶纤维;相应的胶粘剂:CH218 — 甲苯 — 异丙醇、 间苯二酚 — 甲醛树脂。
(2)按照上述工艺条件进行重复实验 ,以芳纶纤维为强力层材料 ,制备 L 型聚氨酯同步带 ,结果见表 7。
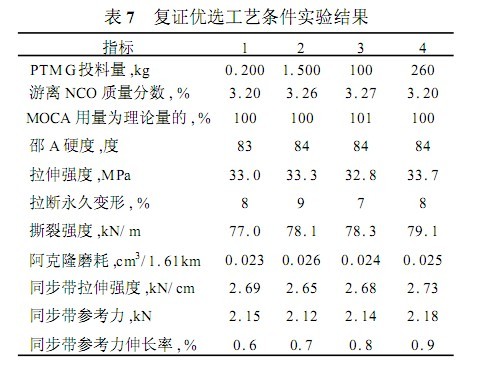
从表中看出 ,试验结果的重复性良好。
(3)经用户使用 ,该产品质量稳定 ,成本低 ,性能良好 ,经济效益显著。的影响
参考文献:
[ 1 ] 吴晓谦1橡胶制品工艺[M]1北京:化学工业出版社,19941
[ 2 ] 张锡山,徐铁华 1 带传动技术 5 [ M] 1 纺织技术出版社,19881
[3 ] 张锡山,徐铁华 1 带传动技术 200 [M]1 纺织技术出版社,19881

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号