同步带轮的 FCF成形工艺与挤压模设计
吕 琳,李 涛
( 重庆工学院 材料科学与工程学院,重庆 4 0 0 0 5 0 )
摘要: 针对同步带轮的特点, 分析 了F C F成形工艺方法, 并进行了 模具设计, 结果显示在同步带轮的成 形上, 将板料成形与体积成形技术相结合, 可以大大提高板料的应用范围, 具有显著的技术经济效果。
关键词: 同步带轮; F C F ; 挤压模
1 F E F联合成形工艺及特点
在材料成形过程中,对板料而言,加工极限大多取决于被加工材料的抗拉强度 ( 抗剪强度) , 成形特点为低应力、多工步。而体积成形几乎都是利用压缩应力进行成形,加工极限多由模具强度来确定,都是利用材料的塑性流动来成形出壁厚不一、形状复杂的高精度零件。
F ( F ( f l o w i n g c ~t r o l f o m a i n g ) 工艺是将上述二者 优点结合起来的联合成形。通过在板料成形中的冲 裁、 拉深、 折弯、 内翻边等工序上加入体积成形的镦 压、 变薄、 挤压等工艺的复合成形方法, 组合示意图 如图 1 所示。这种新工艺可以制作出形状更为复 杂、附加值更高的产品,很大程度上扩大了其应用 范围。 同时, F C F 成形加工在适当的加工方法和加工 精度情况下,其加工应力通常处在冷挤压和板料加工之间, 约为板料加工的2 倍。
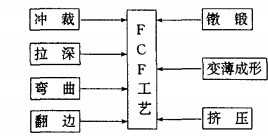
图1 F C F加工法
2 同步带轮的F C F成形
2 . 1 同步带轮零件分析
图 2 所示为同步带轮零件图,带轮材料为L 3 铝, 零件壁厚为 3 I T I T I 左右。零件形状复杂, 壁厚较 小, 变形程度大, 同时精度要求较高,齿形要求塌角 很小。
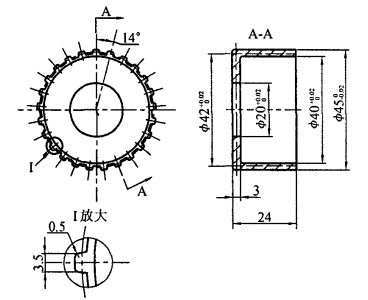
图2 同步带轮零件图
2 . 2 成形工艺分析
由于壁厚的原因,如进行体积成形, 挤压而成,摩擦阻力大, 产生的变形抗力大, 能耗大。 同时零件 成形后易产生充不满问题; 如进行板料成形,圆环外 的齿形又不能实现。那么要成形图2所示的同步带 轮,采用F ( F成形方法,更能体现节能、节材的宗 旨。工艺设计方案为:落料拉深一切边一挤压成形 一 整形。 根据体积不变原理,得出的成形坯件如图 3 所 示, 初算板料毛坯直径为 8 1 I T I T I 。
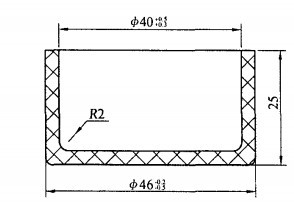
图3 同步带轮加工前的呸件
3 模具设计与分析
同步带轮成形模中最关键的是齿形的挤压成 形, 它是通过控制材料流动方向, 使边缘变形, 成形 出理想的形状尺寸。成形过程中单位压力增大,载 荷集中,因此模具工作部位要求刚性好。另外还应 设计顶料系统,便于工件成形后取出。最后还应设 置一定的过载保护, 以防止毛坯的超差、 材料不均匀 等带来的过载。 闭式挤压模局部如图4所示,首先将工件放入 定位板 4 上,确保其加工的同轴度,而后凸模 3下 压, 由于内径的限制, 根据最小阻力原理, 筒形件周 端面将被挤出齿形。当开模时,通过顶料杆将工件 顶出。根据模拟实验可知, 在筒形件挤压过程中, 易 在筒底处出现挤裂现象,所以设计凹模入口部有一 定比例圆角,使工件能顺利地被挤入凹模型腔。为 了提高凹模的承压强度, 一般应做成组合式结构。 凹模结构如图 5 所示。凹模的入模锥角一般在 1 0 。 ~3 2 。 较合理,由于同步带轮材料为L 3铝, 较软, 如果入模锥角过大,挤压力增大,不利于金属的流 动; 如锥角过小, 摩擦阻力增大, 使挤压力和顶件力 都增加, 所以凹模的入模锥角取 3 0 。 。 另外, 在齿向轮 廓的齿顶圆角方面, 为了便于材料流动, 在入口处的 齿顶角处应修磨过渡圆角,使每个齿的齿顶圆角从 上往下挤的方向由R1 . 7 m- a到R0 . 5 1 T l 'n逐渐均匀 变化,如图6 所示,保证挤压时最后逐渐充满齿形 型腔, 同时有效地降低筒底被拉裂的可能。为了成形底部圆角、齿形及相关精度要求高的 尺寸, 需进行整形。
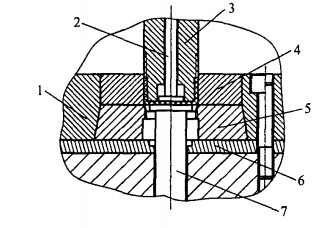
图4 闭式挤压模局部图
1、预应力圈 2 、打杆 3 、凸模 4 、定位板 5 、 凹模 6 、垫板 7 、 顶杆
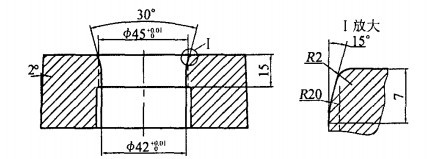
图5 凹模及入口处过渡
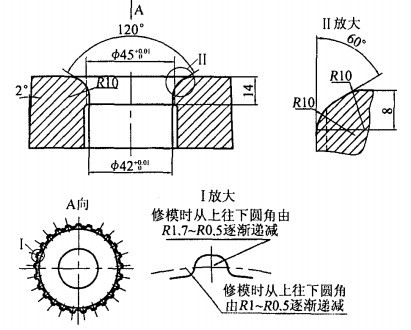
图6 凹模入口齿顶修圆
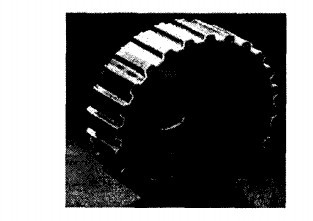
图7 成形后的同步带轮
4 结束语
图7 所示为最终成形的同步带轮零件。同步带 轮成形的关键是采用 F C F~ E 艺方法,即用板料拉深 毛坯进行挤齿成形,突破了传统的挤压成形,使工艺更趋合理。
参考文献:
[ 1 】 张小光, 钟志平, 袁贺强, 等 . 精冲复合工艺与F C F加工 法的分析比较… . 锻压技术, 2 0 0 2 , 2 7 ( 2 ) : 1 & 2 0 .
[ 2 】 贾俐俐 . 挤压工艺及模具[ M】 . 北京: 机械工业出版社, 2 O O 4 .

电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号