产品搜索
当前位置:首页->一种适用于微小型滚珠丝杠副的跑合装置及其跑合方法
相关连接: 同步带规格 同步带型号 同步带轮规格 同步带轮型号
一种适用于微小型滚珠丝杠副的跑合装置及其跑合方法
【申请公布号:CN109100140A;申请权利人:南京理工大学; 张家港斯克斯精密机械科技有限公司; 发明设计人: 欧屹; 魏一凡; 韩军;】
摘要:
本发明公开了一种适用于微小型滚珠丝杠副跑合装置及其跑合方法,该跑合装置包括n组头架、床身、n组工作台、n组尾架、电机;床身包括底座和面板,面板垂直设置于底座的上表面;面板的一侧设置n组与底座上表面垂直的带有第一滑块、第二滑块的导轨,每组导轨上从远离底座的一端依次同轴设置对应的尾架和工作台,且该尾架、工作台分别设置于所述的第一滑块、第二滑块上;每组导轨上的头架与尾架、工作台同轴设置于底座的上表面;底座的侧面设置一个用于驱动头架运动的电机,电机上设置电机同步带轮。本发明能实现同时对多根微小型滚珠丝杠副进行跑合,跑合效率高,且采用立式结构,结构简单,且能减小头、尾架同轴度误差,减少跑合丝杠挠度。
主权项:
1.一种适用于微小型滚珠丝杠副的跑合装置,其特征在于,包括头架组、床身(2)、工作台组、尾架组、电机(5);床身(2)包括底座(6)和面板(7),面板(7)垂直设置于底座(6)的上表面;所述头架组包括n组头架(1),工作台组包括n组工作台(3),尾架组包括n组尾架(4);所述面板(7)的一侧设置n组与底座(6)上表面垂直的带有第一滑块、第二滑块的导轨,每组导轨上从远离底座(6)的一端依次同轴设置对应的尾架(4)和工作台(3),且该尾架(4)、工作台(3)分别设置于所述的第一滑块、第二滑块上;每组导轨上的头架(1)与尾架(4)、工作台(3)同轴设置于底座(6)的上表面,构成一个跑合单元;底座(6)的侧面设置一个用于驱动头架(1)运动的电机(5),电机(5)上设置电机同步带轮(5‑1)。
要求:
1.一种适用于微小型滚珠丝杠副的跑合装置,其特征在于,包括头架组、床身(2)、工作台组、尾架组、电机(5);床身(2)包括底座(6)和面板(7),面板(7)垂直设置于底座(6)的上表面;所述头架组包括n组头架(1),工作台组包括n组工作台(3),尾架组包括n组尾架(4);所述面板(7)的一侧设置n组与底座(6)上表面垂直的带有第一滑块、第二滑块的导轨,每组导轨上从远离底座(6)的一端依次同轴设置对应的尾架(4)和工作台(3),且该尾架(4)、工作台(3)分别设置于所述的第一滑块、第二滑块上;每组导轨上的头架(1)与尾架(4)、工作台(3)同轴设置于底座(6)的上表面,构成一个跑合单元;底座(6)的侧面设置一个用于驱动头架(1)运动的电机(5),电机(5)上设置电机同步带轮(5-1)。
2.根据权利要求1所述的适用于微小型滚珠丝杠副的跑合装置,其特征在于,所述每个头架(1)均包括同轴设置的主轴(1-1)、三爪卡盘(1-2)、机架(1-3)、第一同步带轮(1-4)、第二同步带轮(1-5);所述主轴(1-1)通过机架(1-3)固定于底座(6)上表面上且垂直穿过底座(6)的上表面,位于底座(6)上表面上方主轴(1-1)的一端设置三爪卡盘(1-2),位于底座(6)上表面下方主轴(1-1)的一端依次设置第一同步带轮(1-4)、第二同步带轮(1-5);n组头架(1)从一端起分别记为第1组头架、第2组头架、……第n组头架,所述电机同步带轮(5-1)与第1组头架的第二同步带轮(1-5)位于同一水平面上;第1组头架的第二同步带轮(1-5)通过同步带与电机同步带轮(5-1)相连,第1组头架的第一同步带轮(1-4)通过同步带与第2组头架的第一同步带轮(1-4)相连,第2组头架的第二同步带轮(1-5)通过同步带与第3组头架的第二同步带轮(1-5)相连,依此连接方式完成n组头架(1)之间的连接,用于实现电机(5)带动n组头架(1)同时转动。
3.根据权利要求1所述的适用于微小型滚珠丝杠副的跑合装置,其特征在于,所述每个头架(1)均包括同轴设置的主轴(1-1)、三爪卡盘(1-2)、机架(1-3)、第一同步带轮(1-4)、第二同步带轮(1-5);所述主轴(1-1)通过机架(1-3)固定于底座(6)上表面上且垂直穿过底座(6)的上表面,位于底座(6)上表面上方主轴(1-1)的一端设置三爪卡盘(1-2),位于底座(6)上表面下方主轴(1-1)的一端依次设置第一同步带轮(1-4)、第二同步带轮(1-5);n组头架(1)从一端起分别记为第1组头架、第2组头架、……第n组头架,所述电机同步带轮(5-1)与第1组头架的第一同步带轮(1-4)位于同一水平面上;第1组头架的第一同步带轮(1-4)通过同步带与电机同步带轮(5-1)相连,第1组头架的第二同步带轮(1-5)通过同步带与第2组头架的第二同步带轮(1-5)相连,第2组头架的第一同步带轮(1-4)通过同步带与第3组头架的第一同步带轮(1-4)相连,依此连接方式完成n组头架(1)之间的连接,用于实现电机(5)带动n组头架(1)同时转动。
4.根据权利要求1所述的适用于微小型滚珠丝杠副的跑合装置,其特征在于,所述每个尾架(4)均包括尾架顶尖(4-1)、顶尖套(4-2)、尾架座(4-3)、T型丝杠(4-4)、螺母(4-5)、手柄(4-6)和钳制器(4-7);所述尾架座(4-3)为空心体结构,其内部设置顶尖套(4-2),顶尖套(4-2)远离底座(6)的一端连接螺母(4-5),螺母(4-5)、T型丝杠(4-4)、手柄(4-6)依次相连;所述尾架顶尖(4-1)嵌套于顶尖套(4-2)内;手柄(4-6)依次带动T型丝杠(4-4)、螺母(4-5)、顶尖套(4-2)、尾架顶尖(4-1)在轴向进行伸缩运动;所述钳制器(4-7)置于导轨上,且通过连接板与尾架座(4-3)相连,用于锁紧尾架顶尖(4-1)。
5.根据权利要求1所述的适用于微小型滚珠丝杠副的跑合装置,其特征在于,所述每个工作台(3)均包括螺母固定台(3-1),所述螺母固定台(3-1)为U型结构,U型结构的两条直线段的同一水平线上分别设置第一螺母锁紧头(3-1-1)、第二螺母锁紧头(3-1-2),用于固定滚珠丝杠副的螺母,螺母带动工作台(3)同轴运动。
6.根据权利要求1所述的适用于微小型滚珠丝杠副的跑合装置,其特征在于,所述面板(7)上与导轨平行的侧面上设置与导轨平行的若干条卡槽(8),每条卡槽中设置有m个带有用于限定待跑合丝杠的跑合行程和跑合极限位置的感应头(9)的感应座(10)。
7.根据权利要求1、5或6所述的适用于微小型滚珠丝杠副的跑合装置,其特征在于,所述n组工作台(3)一端的一组工作台(3)还包括连接座(3-2);所述连接座(3-2)与该组工作台(3)的螺母固定台(3-1)相连,且连接座(3-2)上设置有与每条卡槽中感应座同轴的感应头(9)。
8.根据权利要求1所述的适用于微小型滚珠丝杠副的跑合装置,其特征在于,所述n=3,m=2。
9.根据权利要求1所述的适用于微小型滚珠丝杠副的跑合装置,其特征在于,所述床身(2)采用金属材料。
10.一种利用权利要求1所述的适用于微小型滚珠丝杠副的跑合装置进行滚珠丝杠副跑合的方法,其特征在于,包括以下步骤:
步骤1、将待跑合丝杠一端与头架的三爪卡盘配合,调整尾架在床身上的位置,固定待跑合丝杠的另一端,完成待跑合丝杠的夹持;
步骤2、通过工作台的螺母固定台固定待跑合丝杠的螺母,之后再通过电机带动待跑合丝杠运动以调整其螺母的位置至丝杠跑合起始端;
步骤3、调节卡槽中感应座的位置,确定待跑合丝杠的跑合行程和跑合极限位置;
步骤4、工控机发出指令控制电机工作,电机通过同步带传动使三爪卡盘旋转进而带动待跑合丝杠旋转;
步骤5、丝杠旋转带动工作台上的螺母固定台进行相应的轴向运动,进而使得螺母固定台带动连接座上的感应头进行同轴移动;
步骤6、根据计算机设定的跑合速度、行程,完成丝杠的跑合。
一种适用于微小型滚珠丝杠副的跑合装置及其跑合方法
技术领域
本发明属于滚珠丝杠跑合领域,特别是一种适用于微小型滚珠丝杠副的跑合装置及其跑合方法。
背景技术
滚珠丝杠副的跑合是丝杠的必须工艺,这种工艺可以消除加工或热处理后的变形,能进一步提高滚珠丝杠副的接触精度并减少噪声。对于高转速重载荷的滚珠丝杠副,跑合就显得更为重要。国内外滚珠丝杠副的跑合装置已经较为成熟,目前,中大型滚珠丝杠副的跑合装置已经较为完备,而对于微小型丝杠的跑合仍有限制。微小型丝杠的跑合装夹困难,需要特定工装,目前针对微小型丝杠的跑合普遍采用手动跑合:工人手持滚珠丝杠的螺母,将丝杠的一端抵住桌面,将螺母由丝杠远离桌面一端转动至靠近桌面一端,再将丝杠调头,将螺母由远离桌面的一端转动至靠近桌面的一端,重复上述动作,直至跑合完成。这种跑合方式效率低下,满足不了当下滚珠丝杠的需求。且在跑合机的结构布局上,现有的跑合装置大多为卧式,单丝杠跑合。卧式跑合机安装的丝杠,头、尾架同轴度误差较大,造成丝杠挠度增大、径向偏置载荷增加、引起丝杠轴系各环节的温度升高、热变形变大和传动扭矩增大等一系列严重后果,导致伺服电机超载、过热,伺服系统报警,影响机床的正常工作。且单丝杠跑合效率远低于多根丝杠同时跑合。
综上所述,现阶段并无专用设备对微小型滚珠丝杠副进行跑合,现有装置适用于中大型滚珠丝杠副,且是单丝杠跑合,效率低下。
发明内容
本发明所解决的技术问题在于提供一种适用于微小型滚珠丝杠副的跑合装置及其跑合方法。
实现本发明目的的技术解决方案为:一种适用于微小型滚珠丝杠副的跑合装置,包括头架组、床身、工作台组、尾架组、电机;床身包括底座和面板,面板垂直设置于底座的上表面;所述头架组包括n组头架,工作台组包括n组工作台,尾架组包括n组尾架;所述面板的一侧设置n组与底座上表面垂直的带有第一滑块、第二滑块的导轨,每组导轨上从远离底座的一端依次同轴设置对应的尾架和工作台,且该尾架、工作台分别设置于所述的第一滑块、第二滑块上;每组导轨上的头架与尾架、工作台同轴设置于底座的上表面,构成一个跑合单元;底座的侧面设置一个用于驱动头架运动的电机,电机上设置电机同步带轮。
利用上述滚珠丝杠副跑合装置进行滚珠丝杠副跑合的方法,包括以下步骤:
步骤1、将待跑合丝杠一端与头架的三爪卡盘配合,调整尾架在床身上的位置,固定待跑合丝杠的另一端,完成待跑合丝杠的夹持;
步骤2、通过工作台的螺母固定台固定待跑合丝杠的螺母,之后再通过电机带动待跑合丝杠运动以调整其螺母的位置至丝杠跑合起始端;
步骤3、调节卡槽中感应座的位置,确定待跑合丝杠的跑合行程和跑合极限位置;
步骤4、工控机发出指令控制电机工作,电机通过同步带传动使三爪卡盘旋转进而带动待跑合丝杠旋转;
步骤5、丝杠旋转带动工作台上的螺母固定台进行相应的轴向运动,进而使得螺母固定台带动连接座上的感应头进行同轴移动;
步骤6、根据计算机设定的跑合速度、行程,完成丝杠的跑合。
本发明与现有技术相比,其显著优点:1)本发明的跑合装置中工作台上的螺母固定台以及螺母锁紧头能够满足对微小型滚珠丝杠副的夹持,从而满足微小型滚珠丝杠副跑合的要求;2)本发明的跑合装置能够同时对多根滚珠丝杠进行跑合,跑合效率高;3)本发明的跑合装置采用立式结构,能减小头、尾架同轴度误差,减少跑合丝杠挠度,结构简单且安装方便。
下面结合附图对本发明作进一步详细描述。
附图说明
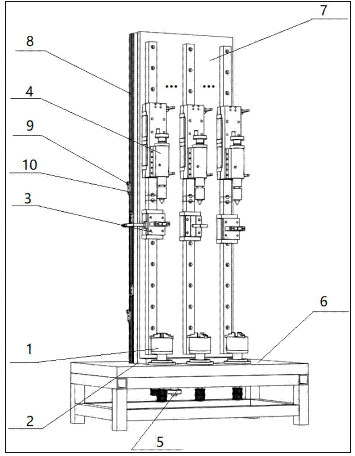
图1为本发明适用于微小型滚珠丝杠副跑合装置的总体结构示意图。
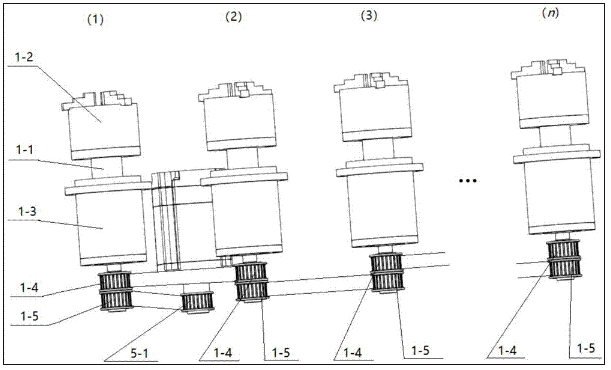
图2为本发明跑合装置的头架示意图。
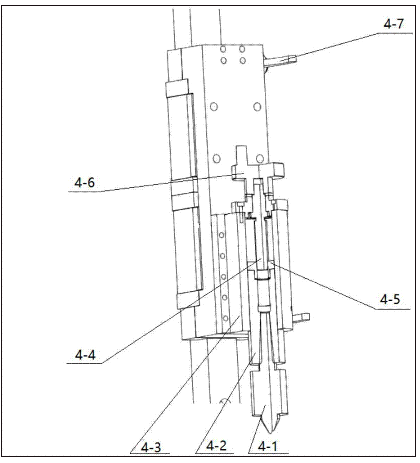
图3为本发明跑合装置的尾架示意图。
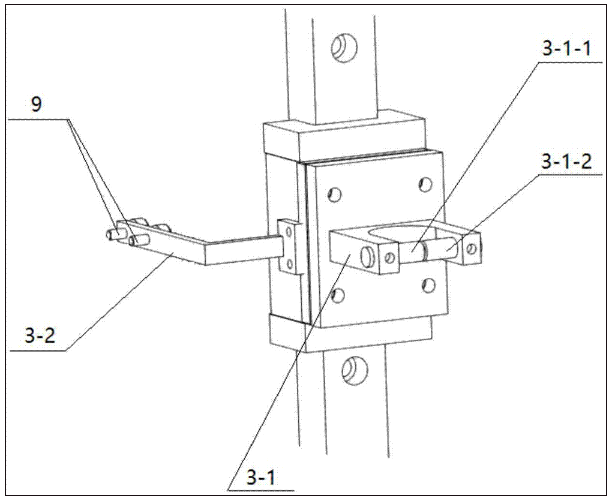
图4为本发明跑合装置的工作台示意图。
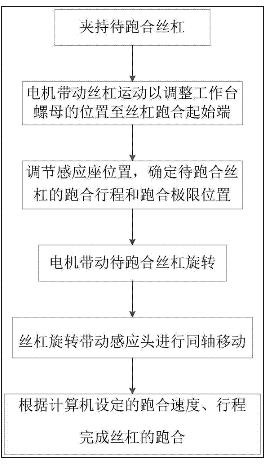
图5为本发明利用适用于微小型滚珠丝杠副跑合装置进行滚珠丝杠副跑合的方法的流程图。

图6为本发明实施例中适用于微小型滚珠丝杠副跑合装置的总体结构示意图。
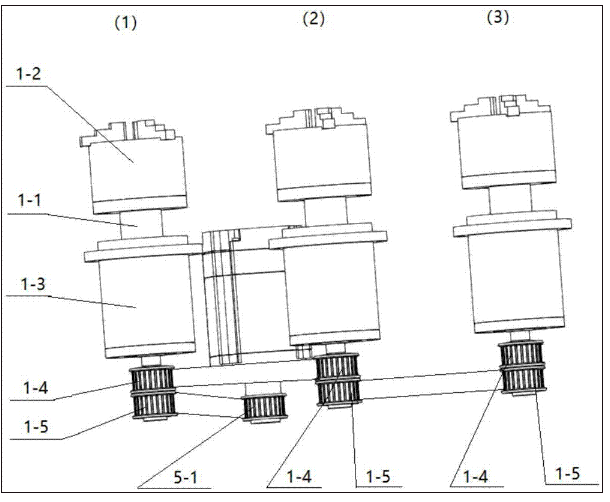
图7为本发明实施例跑合装置的头架示意图。
具体实施方式
结合图1,本发明一种适用于微小型滚珠丝杠副的跑合装置,包括头架组、床身2、工作台组、尾架组、电机5;床身2包括底座6和面板7,面板7垂直设置于底座6的上表面;头架组包括n组头架1,工作台组包括n组工作台3,尾架组包括n组尾架4;面板7的一侧设置n组与底座6上表面垂直的带有第一滑块、第二滑块的导轨,每组导轨上从远离底座6的一端依次同轴设置对应的尾架4和工作台3,且该尾架4、工作台3分别设置于的第一滑块、第二滑块上;每组导轨上的头架1与尾架4、工作台3同轴设置于底座6的上表面,构成一个跑合单元;底座6的侧面设置一个用于驱动头架1运动的电机5,电机5上设置电机同步带轮5-1。面板7上与导轨平行的侧面上设置与导轨平行的若干条卡槽8,每条卡槽中设置有m个带有用于限定待跑合丝杠的跑合行程和跑合极限位置的感应头9的感应座10。
结合图2,每个头架1均包括同轴设置的主轴1-1、三爪卡盘1-2、机架1-3、第一同步带轮1-4、第二同步带轮1-5;主轴1-1通过机架1-3固定于底座6上表面上且垂直穿过底座6的上表面,位于底座6上表面上方主轴1-1的一端设置三爪卡盘1-2,位于底座6上表面下方主轴1-1的一端依次设置第一同步带轮1-4、第二同步带轮1-5;n组头架1从一端起分别记为第1组头架、第2组头架、……第n组头架,电机同步带轮5-1与第1组头架的第二同步带轮1-5位于同一水平面上;第1组头架的第二同步带轮1-5通过同步带与电机同步带轮5-1相连,第1组头架的第一同步带轮1-4通过同步带与第2组头架的第一同步带轮1-4相连,第2组头架的第二同步带轮1-5通过同步带与第3组头架的第二同步带轮1-5相连,依此连接方式完成n组头架1之间的连接,用于实现电机5带动n组头架1同时转动。
进一步地,每个头架1均包括同轴设置的主轴1-1、三爪卡盘1-2、机架1-3、第一同步带轮1-4、第二同步带轮1-5;主轴1-1通过机架1-3固定于底座6上表面上且垂直穿过底座6的上表面,位于底座6上表面上方主轴1-1的一端设置三爪卡盘1-2,位于底座6上表面下方主轴1-1的一端依次设置第一同步带轮1-4、第二同步带轮1-5;n组头架1从一端起分别记为第1组头架、第2组头架、……第n组头架,电机同步带轮5-1与第1组头架的第一同步带轮1-4位于同一水平面上;第1组头架的第一同步带轮1-4通过同步带与电机同步带轮5-1相连,第1组头架的第二同步带轮1-5通过同步带与第2组头架的第二同步带轮1-5相连,第2组头架的第一同步带轮1-4通过同步带与第3组头架的第一同步带轮1-4相连,依此连接方式完成n组头架1之间的连接,用于实现电机5带动n组头架1同时转动。
结合图3,每个尾架4均包括尾架顶尖4-1、顶尖套4-2、尾架座4-3、T型丝杠4-4、螺母4-5、手柄4-6和钳制器4-7;尾架座4-3为空心体结构,其内部设置顶尖套4-2,顶尖套4-2远离底座6的一端连接螺母4-5,螺母4-5、T型丝杠4-4、手柄4-6依次相连;尾架顶尖4-1嵌套于顶尖套4-2内;手柄4-6依次带动T型丝杠4-4、螺母4-5、顶尖套4-2、尾架顶尖4-1在轴向进行伸缩运动;钳制器4-7置于导轨上,且通过连接板与尾架座4-3相连,用于锁紧尾架顶尖4-1。
结合图4,每个工作台3均包括螺母固定台3-1,螺母固定台3-1为U型结构,U型结构的两条直线段的同一水平线上分别设置第一螺母锁紧头3-1-1、第二螺母锁紧头3-1-2,用于固定滚珠丝杠副的螺母,螺母带动工作台3同轴运动。n组工作台3一端的一组工作台3还包括连接座3-2;连接座3-2与该组工作台3的螺母固定台3-1相连,且连接座3-2上设置有与每条卡槽中感应座同轴的感应头9。
进一步地,n=3,m=2。
进一步地,床身2采用金属材料。
结合图5,利用上述滚珠丝杠副跑合装置进行滚珠丝杠副跑合的方法,包括以下步骤:
步骤1、将待跑合丝杠一端与头架的三爪卡盘配合,调整尾架在床身上的位置,固定待跑合丝杠的另一端,完成待跑合丝杠的夹持;
步骤2、通过工作台的螺母固定台固定待跑合丝杠的螺母,之后再通过电机带动待跑合丝杠运动以调整其螺母的位置至丝杠跑合起始端;
步骤3、调节卡槽中感应座的位置,确定待跑合丝杠的跑合行程和跑合极限位置;
步骤4、工控机发出指令控制电机工作,电机通过同步带传动使三爪卡盘旋转进而带动待跑合丝杠旋转;
步骤5、丝杠旋转带动工作台上的螺母固定台进行相应的轴向运动,进而使得螺母固定台带动连接座上的感应头进行同轴移动;
步骤6、根据计算机设定的跑合速度、行程,完成丝杠的跑合。
下面结合具体实施例对本发明作进一步详细的描述。
实施例
本实施例中,取n=3,m=2。结合图6,本发明一种适用于微小型滚珠丝杠副的跑合装置,包括头架组、床身2、工作台组、尾架组、电机5;床身2包括底座6和面板7,面板7垂直设置于底座6的上表面;所述头架组包括3组个头架1,工作台组包括3组工作台3,尾架组包括3组尾架4;所述面板7的一侧设置3组与底座6上表面垂直的带有第一滑块、第二滑块的导轨,每组导轨上从远离底座6的一端依次同轴设置对应的尾架4和工作台3,且该尾架4、工作台3分别设置于所述的第一滑块、第二滑块上;每组导轨上的头架1与尾架4、工作台3同轴设置于底座6的上表面,构成一个跑合单元;底座6的侧面设置一个用于驱动头架1运动的电机5,电机5上设置电机同步带轮5-1。面板7上与导轨平行的侧面上设置与导轨平行的2条卡槽8,每条卡槽中设置有4个带有用于限定待跑合丝杠的跑合行程和跑合极限位置的感应头9的感应座10。其中,床身2采用金属材料。
结合图7,每个头架1均包括同轴设置的主轴1-1、三爪卡盘1-2、机架1-3、第一同步带轮1-4、第二同步带轮1-5;主轴1-1通过机架1-3固定于底座6上表面上且垂直穿过底座6的上表面,位于底座6上表面上方主轴1-1的一端设置三爪卡盘1-2,位于底座6上表面下方主轴1-1的一端依次设置第一同步带轮1-4、第二同步带轮1-5;3组头架1从一端起分别记为第1组头架、第2组头架、第3组头架,电机同步带轮5-1与第1组头架的第二同步带轮1-5位于同一水平面上;第1组头架的第二同步带轮1-5通过同步带与电机同步带轮5-1相连,第1组头架的第一同步带轮1-4通过同步带与第2组头架的第一同步带轮1-4相连,第2组头架的第二同步带轮1-5通过同步带与第3组头架的第二同步带轮1-5相连,用于实现电机5带动3组头架1同时转动。
结合图3,每个尾架4包括尾架顶尖4-1、顶尖套4-2、尾架座4-3、T型丝杠4-4、螺母4-5、手柄4-6和钳制器4-7;尾架座4-3为空心体结构,其内部设置顶尖套4-2,顶尖套4-2远离底座6的一端连接螺母4-5,螺母4-5、T型丝杠4-4、手柄4-6依次相连;尾架顶尖4-1嵌套于顶尖套4-2内;手柄4-6依次带动T型丝杠4-4、螺母4-5、顶尖套4-2、尾架顶尖4-1在轴向进行伸缩运动;钳制器4-7置于导轨上,且通过连接板与尾架座4-3相连,用于锁紧尾架顶尖4-1。
结合图4,每个工作台3包括螺母固定台3-1,螺母固定台3-1为U型结构,U型结构的两条直线段的同一水平线上分别设置第一螺母锁紧头3-1-1、第二螺母锁紧头3-1-2,用于固定滚珠丝杠副的螺母,螺母带动工作台3同轴运动。3组工作台3一端的一组工作台3还包括连接座3-2;连接座3-2与该组工作台3的螺母固定台3-1相连,且连接座3-2上设置有与每条卡槽中感应座同轴的感应头9。
本发明装置工作时,利用上述滚珠丝杠副跑合装置进行滚珠丝杠副跑合的过程为,其头、尾架装置夹持着待跑合丝杠,丝杠先和头架三爪卡盘配合,尾架通过导轨滑块在连接在床身上的导轨上运动,调整位置至丝杠为稳定夹持时,锁紧钳制器,固定尾架;工作台上的螺母固定台连接丝杠螺母,调整螺母至合适位置;调整铝合金型材上的限位开关,确定丝杠极限位置,以及行程位置;打开开关,电动机工作,电机主轴通过同步带将动力传输到头架中的齿轮装置,带动三爪卡盘旋转,丝杆也同步旋转;感应头采集信号,输入计算机进行数据处理,得到丝杠跑合次数、行程等;工作台上的螺母固定台通过导轨连接,固定台上连接丝杠螺母,跑合结束后,卸下尾架钳制器的力,将三爪卡盘松开,便可将丝杠轻易卸下。
本发明能满足微小型滚珠丝杠副跑合的要求,实现同时对多根滚珠丝杠进行跑合,跑合效率高,且采用立式结构,结构简单且安装方便,且能减小头、尾架同轴度误差,减少跑合丝杠挠度。

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号