产品搜索
当前位置:首页->一种用于快速封存废旧过滤器的封裁装置
一种用于快速封存废旧过滤器的封裁装置
【申请公布号: CN117002791A;申请权利人:河南核净洁净技术有限公司;发明设计人: 山淼岩; 李伟珂; 苏军杰; 李玉玲; 许帅; 代保贵;】
摘要:
本发明公开一种用于快速封存废旧过滤器的封裁装置,涉及塑料袋封裁装置的技术领域。所述封裁装置是由组装式导轨组件、便携式封裁机及控制装置构成;便携式封裁机包括壳体和从前到后依次成对安装在长方体内腔中且呈上下两层排布的送料轮、加热块、热封轮、整平轮、裁剪轮、分离轮、同步齿轮以及驱动同步齿轮的步进电机,裁剪轮和整平轮均通过同步带及同步带轮与同步齿轮直接连接,热封轮通过同步带轮及同步带与裁剪轮相连,送料轮通过同步带轮及同步带与热封轮相连。利用本发明能够对装入废旧过滤器后的塑料袋快速进行自动热封和自动裁剪,大大提高对塑料袋的封裁效率,大大提升塑料袋封裁处的成形质量和密封性能,有效降低放射性污染物泄露风险。
主权项:
1.一种用于快速封存废旧过滤器的封裁装置,其特征在于:所述封裁装置是由铺设在移动式升降小车(4)中的升降平台(4‑1)上的组装式导轨组件(1)、沿组装式导轨组件(1)向前移动的便携式封裁机(2)及配套的控制装置(3)构成;所述组装式导轨组件(1)包括折叠式导轨(1‑1)、支撑在折叠式导轨底部的两个卡座(1‑2)、设置在两个卡座顶部的四个杆夹具(1‑3)、卡嵌在同侧两个杆夹具中的双层夹紧杆(1‑4);所述便携式封裁机(2)包括具有长方体内腔的壳体(2‑1)和从前到后依次成对安装在长方体内腔中且呈上下两层排布的送料轮(2‑2)、加热块(2‑3)、热封轮(2‑4)、整平轮(2‑5)、裁剪轮(2‑6)、分离轮(2‑7)、同步齿轮(2‑8)以及驱动同步齿轮的步进电机(2‑9),裁剪轮(2‑6)和整平轮(2‑5)均通过同步带(2‑10)及同步带轮(2‑11)与同步齿轮(2‑8)直接连接,热封轮(2‑4)通过同步带轮(2‑11)及同步带(2‑10)与裁剪轮(2‑6)相连,送料轮(2‑2)通过同步带轮(2‑11)及同步带(2‑10)与热封轮(2‑4)相连。
要求:
1.一种用于快速封存废旧过滤器的封裁装置,其特征在于:所述封裁装置是由铺设在移动式升降小车(4)中的升降平台(4-1)上的组装式导轨组件(1)、沿组装式导轨组件(1)向前移动的便携式封裁机(2)及配套的控制装置(3)构成;所述组装式导轨组件(1)包括折叠式导轨(1-1)、支撑在折叠式导轨底部的两个卡座(1-2)、设置在两个卡座顶部的四个杆夹具(1-3)、卡嵌在同侧两个杆夹具中的双层夹紧杆(1-4);所述便携式封裁机(2)包括具有长方体内腔的壳体(2-1)和从前到后依次成对安装在长方体内腔中且呈上下两层排布的送料轮(2-2)、加热块(2-3)、热封轮(2-4)、整平轮(2-5)、裁剪轮(2-6)、分离轮(2-7)、同步齿轮(2-8)以及驱动同步齿轮的步进电机(2-9),裁剪轮(2-6)和整平轮(2-5)均通过同步带(2-10)及同步带轮(2-11)与同步齿轮(2-8)直接连接,热封轮(2-4)通过同步带轮(2-11)及同步带(2-10)与裁剪轮(2-6)相连,送料轮(2-2)通过同步带轮(2-11)及同步带(2-10)与热封轮(2-4)相连。
2.根据权利要求1所述的一种用于快速封存废旧过滤器的封裁装置,其特征在于:所述折叠式导轨(1-1)是由两根L型钢板(1-1-1)内侧对扣并通过若干道横连板(1-1-2)搭接后形成长方体槽腔的导轨;折叠式导轨(1-1)的内槽宽度与便携式封裁机(2)的外形宽度相匹配;在折叠式导轨(1-1)的长度中心设置有能够将折叠式导轨展开到直线工作状态和收拢到对折叠合状态的铰接合页(1-1-3)。
3.根据权利要求1所述的一种用于快速封存废旧过滤器的封裁装置,其特征在于:两个所述卡座(1-2)分别铰接在折叠式导轨(1-1)前端和后端的侧底部; 所述卡座(1-2)是以长方块为基体、在顶端自上而下开设有倒凸型阶梯槽(1-2-1),倒凸型阶梯槽(1-2-1)的小口段宽度与折叠式导轨(1-1)的外形宽度相匹配。
4.根据权利要求1所述的一种用于快速封存废旧过滤器的封裁装置,其特征在于:所述杆夹具(1-3)是由依次相连的定位卡块(1-3-1)、立杆(1-3-2)、圆弧卡夹(1-3-3)构成;圆弧卡夹(1-3-3)的内径与双层夹紧杆(1-4)的直径相匹配,圆弧卡夹(1-3-3)的圆心角为180度。
5.根据权利要求1所述的一种用于快速封存废旧过滤器的封裁装置,其特征在于:所述双层夹紧杆(1-4)是由两根相同的圆钢上下间隙布置、且在两端连接后能够相对转动的双辊结构,上下圆钢的间隙与塑料袋(8)的厚度相匹配。
6.根据权利要求1所述的一种用于快速封存废旧过滤器的封裁装置,其特征在于:在所述壳体(2-1)的顶部中间位置安装有把手(2-1-1),在壳体(2-1)的底部前后端均安装有行走轮(2-1-2),在壳体(2-1)的两侧壁上开设有进袋槽(2-1-3),进袋槽(2-1-3)的长度自侧壁的前端延伸至同步齿轮(2-8)的前端。
7.根据权利要求1所述的一种用于快速封存废旧过滤器的封裁装置,其特征在于:所述壳体(2-1)的两侧壁之间通过若干条螺栓(5)相连。
8.根据权利要求1所述的一种用于快速封存废旧过滤器的封裁装置,其特征在于:所述送料轮(2-2)、热封轮(2-4)、整平轮(2-5)、裁剪轮(2-6)、同步齿轮(2-8)均是套装在水平传动长轴(6)上,水平传动长轴(6)横穿壳体(2-1)的长方体内腔、并垂直固定在壳体(2-1)的两侧壁上;分离轮(2-7)套装在传动短轴(7)上,两个传动短轴(7)分别以水平向后倾斜方式各自固定在壳体(2-1)的左右侧壁上。
9.根据权利要求1所述的一种用于快速封存废旧过滤器的封裁装置,其特征在于:所述步进电机(2-9)、加热块(2-3)均与控制装置(3)以电连接方式相结合。
一种用于快速封存废旧过滤器的封裁装置
技术领域
本发明涉及塑料袋封裁装置的技术领域,具体讲是一种用于快速封存废旧过滤器的封裁装置。
背景技术
1981年出版、由伯奇斯特、卡恩和富勒(美国)合著的《空气净化手册》是核领域可追溯的最早介绍空气净化装置“袋进袋出”技术的文献,但其对操作流程中关键细节和所需配套物项的描述过于简化。原有空气净化装置的“袋进袋出”的操作流程仅对主要步骤进行了简单描述,未明确关键操作的细节和配套物项的型号,无法有效地指导用户操作,导致用户在实际更换过滤单元的过程中仅实现了“袋出”的功能,即将废旧过滤单元装入专用的塑料袋中,而在废旧过滤单元的取出和新过滤单元的装入过程中仍有放射性污染物泄露的风险。必须对原有“袋进袋出”技术加以改进,保证操作人员和工作环境的安全。为此,本申请人在2023年9月8日提交了一项专利申请号为2023111587969、发明创造名称为“一种避免放射性污染物外泄的新旧过滤器更换工艺”的专利申请,利用该工艺能够行之有效地详细指导用户在新旧过滤器的更换过程中有效降低放射性污染物泄露的风险,更好地保障了操作人员的辐射安全防护和人身健康,防止二次污染,保护了周围环境的安全,尤其适用于具有高危险或高隔离要求的操作领域。但在该工艺的步骤C——密封及转移废旧过滤器、步骤G——取出残留塑料袋的过程中均需要用到封裁机进行快速热封和裁剪,现有的封裁机大多是需要两三个人共同配合操作的手动剪刀式封裁机,存在着手动封裁效率低、塑料袋封裁处的成形质量和密封性能差、存在着放射性污染物泄露风险、无法有效保障操作人员的辐射安全防护和人身健康、无法避免周围环境二次污染、操作麻烦、费时费力的缺陷。因此需要设计一种能够对装入废旧过滤器后的塑料袋快速进行自动热封和自动裁剪的封裁装置。
发明内容
本发明的目的正是针对现有技术的不足之处而提供的一种用于快速封存废旧过滤器的封裁装置。利用本发明能够对装入废旧过滤器后的塑料袋快速进行自动热封和自动裁剪,大大提高了对塑料袋的封裁效率,大大提升了塑料袋封裁处的成形质量和密封性能,有效提高了对塑料袋的封裁质量,有效降低放射性污染物泄露的风险,更好地保障了操作人员的辐射安全防护和人身健康,保护了周围环境的安全,防止二次污染,还具有自动化程度高、使用方便、节省人力、通用性强、适用范围广的特点,可广泛应于各种高危险性或高隔离要求的领域。
本发明的目的是通过以下技术方案来实现的:
本发明的一种用于快速封存废旧过滤器的封裁装置是由铺设在移动式升降小车中的升降平台上的组装式导轨组件、沿组装式导轨组件向前移动的便携式封裁机及配套的控制装置构成(移动式升降小车中的升降平台为本发明提过了操作平台;组装式导轨组件用于支撑便携式封裁机,并作为便携式封裁机的直线移动导轨;便携式封裁机能够对装入废旧过滤器后的塑料袋快速进行自动热封和自动裁剪,大大提高了对塑料袋的封裁效率,大大提升了塑料袋封裁处的成形质量和密封性能,有效提高了对塑料袋的封裁质量,有效降低放射性污染物泄露的风险,更好地保障了操作人员的辐射安全防护和人身健康,保护了周围环境的安全,防止二次污染;控制装置能够控制和调节加热块的温度而自动控制热封温度,控制装置能够控制和调节步进电机的转速,进而自动控制封裁线速度);所述组装式导轨组件包括折叠式导轨、支撑在折叠式导轨底部的两个卡座、设置在两个卡座顶部的四个杆夹具、卡嵌在同侧两个杆夹具中的双层夹紧杆(卡座用于支撑折叠式导轨;折叠式导轨为便携式封裁机的直线移动提供了限位导向;杆夹具用于快速插嵌固定双层夹紧杆;双层夹紧杆用于夹紧整平塑料袋的待封裁区域,为后续对塑料袋快速进行自动热封和自动裁剪做好准备,保证封裁质量和封裁效果);所述便携式封裁机包括具有长方体内腔的壳体和从前到后依次成对安装在长方体内腔中且呈上下两层排布的送料轮、加热块、热封轮、整平轮、裁剪轮、分离轮、同步齿轮以及驱动同步齿轮的步进电机(壳体为送料轮、加热块、热封轮、整平轮、裁剪轮、分离轮、同步齿轮、步进电机及同步带提供了安装基础和安装空间。步进电机为同步齿轮提供了驱动动力。同步齿轮又通过同步带及同步带轮直接带动或间接带动送料轮、热封轮、整平轮、裁剪轮、分离轮同步转动。与此同时,进入壳体两侧壁上的进袋槽中的待封裁塑料袋,在被上下两个反向转动的送料轮整平的同时又被向后送入到加热块所在的加热工位;加热块为进入加热工位的塑料袋提供热量进行融合,塑料袋一边融合一边继续向后移动到热封轮所在的热封工位;上下两个反向转动的热封轮对进入热封工位的塑料袋进行挤压密封,热封后的塑料袋继续向后移动到整平轮所在的整平工位;上下两个反向转动的整平轮对进入整平工位的塑料袋进行二次整平,整平后的塑料袋继续向后移动到裁剪轮所在的剪裁工位;上下两个反向转动的裁剪轮对进入裁剪工位的塑料袋进行剪裁;剪裁后的塑料袋继续向后移动到分离轮所在的分叉工位;封裁后的塑料袋的两个裁剪边经左右两个呈外八字形排布的分离轮的导向,顺利且不拥挤地移出壳体的内腔),裁剪轮和整平轮均通过同步带及同步带轮与同步齿轮直接连接(同步齿轮直接带动裁剪轮和整平轮同步转动),热封轮通过同步带轮及同步带与裁剪轮相连(同步齿轮间接带动热封轮同步转动),送料轮通过同步带轮及同步带与热封轮相连(同步齿轮间接带动送料轮同步转动)。
本发明中所述折叠式导轨是由两根L型钢板内侧对扣并通过若干道横连板搭接后形成长方体槽腔的导轨(长方体槽腔是携式封裁机的直线行走通道和导向通道,L型钢板提供了限位导向;横连板使两根L型钢板连接为一个整体);折叠式导轨的内槽宽度与便携式封裁机的外形宽度相匹配(保证便携式封裁机在折叠式导轨的内槽中能够顺利地直线行走);在折叠式导轨的长度中心设置有能够将折叠式导轨展开到直线工作状态和收拢到对折叠合状态的铰接合页(方便携带和转运本发明)。
本发明中两个所述卡座分别铰接在折叠式导轨前端和后端的侧底部(方便携带和转运本发明);所述卡座是以长方块为基体、在顶端自上而下开设有倒凸型阶梯槽,倒凸型阶梯槽的小口段宽度与折叠式导轨的外形宽度相匹配(便于卡嵌支撑折叠式导轨)。
本发明中所述杆夹具是由依次相连的定位卡块、立杆、圆弧卡夹构成(利用定位卡块能够快速将杆夹具定位固定在L型钢板的内腔中;立杆用于连接定位卡块和圆弧卡夹;圆弧卡夹用于卡嵌双层夹紧杆);圆弧卡夹的内径与双层夹紧杆的直径相匹配,圆弧卡夹的圆心角为180度(既便于双层夹紧杆顺利嵌入圆弧卡夹内,又能将双层夹紧杆中的下层夹紧杆卡嵌牢固)。
本发明中所述双层夹紧杆是由两根相同的圆钢上下间隙布置、且在两端连接后能够相对转动的双辊结构,上下圆钢的间隙与塑料袋的厚度相匹配(便于夹紧整平塑料袋的待封裁区域,为后续对塑料袋快速进行自动热封和自动裁剪做好准备,保证封裁质量和封裁效果)。
在本发明中所述壳体的顶部中间位置安装有把手(为本发明提供了一种备选工作模式——手持式工作模式),在壳体的底部前后端均安装有行走轮(为本发明提供了导轨式自动行走工作模式),在壳体的两侧壁上开设有进袋槽(使塑料袋的待封裁区间横穿壳体的内腔),进袋槽的长度自侧壁的前端延伸至同步齿轮的前端(保证封裁后的裁剪边顺利且不拥挤地移出壳体的内腔)。
本发明中所述壳体的两侧壁之间通过若干条螺栓相连(提高壳体的整体刚度,保证两侧壁的平行度)。
本发明中所述送料轮、热封轮、整平轮、裁剪轮、同步齿轮均是套装在水平传动长轴上,水平传动长轴横穿壳体的长方体内腔、并垂直固定在壳体的两侧壁上;分离轮套装在传动短轴上,两个传动短轴分别以水平向后倾斜方式各自固定在壳体的左右侧壁上(这样左右两个分离轮就呈外八字形排布,便于被封裁后的塑料袋的裁剪边顺利且不拥挤地移出壳体的内腔)。
本发明中所述步进电机、加热块均与控制装置以电连接方式相结合(这样操作人员只需要向控制装置输入温度参数,就能够控制和调节加热块的温度,进而自动控制热封温度;操作人员只需要向控制装置输入转速参数,就能够控制和调节步进电机的转速,进而自动控制封裁线速度。因此本发明具有自动化程度高、使用方便、节省人力、通用性强、适用范围广的特点)。
本发明的设计原理如下:
本发明的封裁装置中设计的便携式封裁机能够沿着组装式导轨组件向前移动,同时控制装置能够控制和调节加热块的温度——既能够自动控制热封温度,控制装置能够控制和调节步进电机的转速——即能够自动控制封裁线速度。这样步进电机在转动的同时带动同步齿轮转动,两个同步齿轮又分别通过同步带及同步带轮直接带动或间接带动上下两层的送料轮、热封轮、整平轮、裁剪轮、分离轮同步转动。与此同时,进入壳体两侧壁上的进袋槽中的待封裁塑料袋,在被上下两个反向转动的送料轮整平的同时又被向后送入到加热块所在的加热工位;加热块为进入加热工位的塑料袋提供热量进行融合,塑料袋一边融合一边继续向后移动到热封轮所在的热封工位;上下两个反向转动的热封轮对进入热封工位的塑料袋进行挤压密封,热封后的塑料袋继续向后移动到整平轮所在的整平工位;上下两个反向转动的整平轮对进入整平工位的塑料袋进行二次整平,整平后的塑料袋继续向后移动到裁剪轮所在的剪裁工位;上下两个反向转动的裁剪轮对进入裁剪工位的塑料袋进行剪裁;剪裁后的塑料袋继续向后移动到分离轮所在的分叉工位;封裁后的塑料袋的两个裁剪边经左右两个呈外八字形排布的分离轮的导向,顺利且不拥挤地移出壳体的内腔——即对装入废旧过滤器后的塑料袋快速完成自动热封和自动裁剪,大大提高了对塑料袋的封裁效率,大大提升了塑料袋封裁处的成形质量和密封性能,有效提高了对塑料袋的封裁质量,有效降低放射性污染物泄露的风险,更好地保障了操作人员的辐射安全防护和人身健康,保护了周围环境的安全,防止二次污染。从上述还可以看出,由于本发明中便携式封裁机能够沿着组装式导轨组件向前移动,塑料袋的整平、热封、裁剪都是自动完成,无需过多的人力参与,具有自动化程度高、使用方便、节省人力的优点。另外本发明设计有两个工作模式——即除了上述自动化程度高、省力的导轨式自动行走工作模式之外,本发明提还提供了一种备选的手持式工作模式——即可以手提着把手进行前移来代替导轨行走,适用于不适合移动式升降小车及其升降平台出现的工况,大大扩大了本发明的使用场所,具有通用性强、适用范围广的优点。
本发明的有益技术效果如下:
利用本发明能够对装入废旧过滤器后的塑料袋快速进行自动热封和自动裁剪,大大提高了对塑料袋的封裁效率,大大提升了塑料袋封裁处的成形质量和密封性能,有效提高了对塑料袋的封裁质量,有效降低放射性污染物泄露的风险,更好地保障了操作人员的辐射安全防护和人身健康,保护了周围环境的安全,防止二次污染,还具有自动化程度高、使用方便、节省人力、通用性强、适用范围广的特点,可广泛应于各种高危险性或高隔离要求的领域。
附图说明
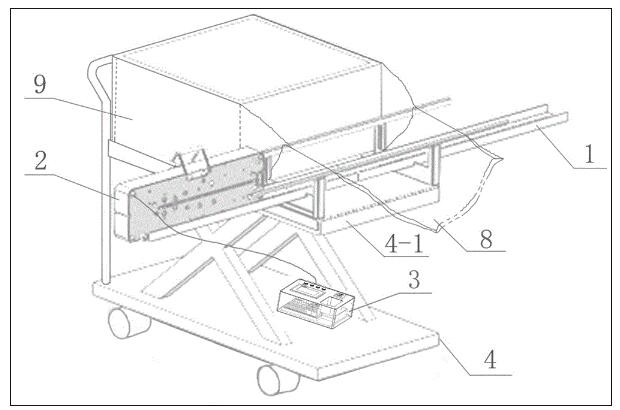
图1是本发明的结构示意图。
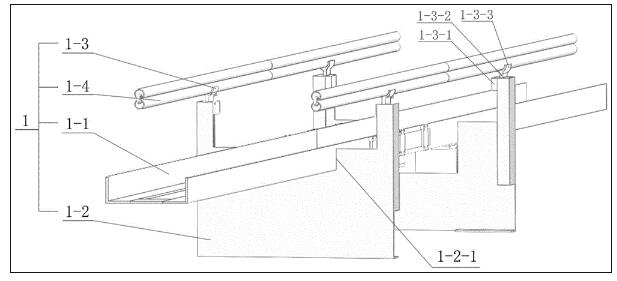
图2是组装式导轨组件的展开状态图。
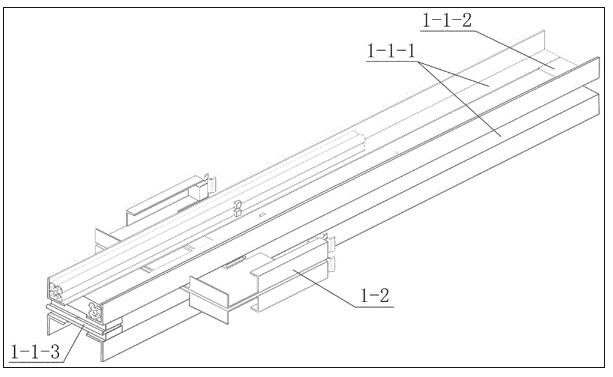
图3是组装式导轨组件的收拢状态图。
图4是封裁机去掉一侧壁后的立体结构示意图。
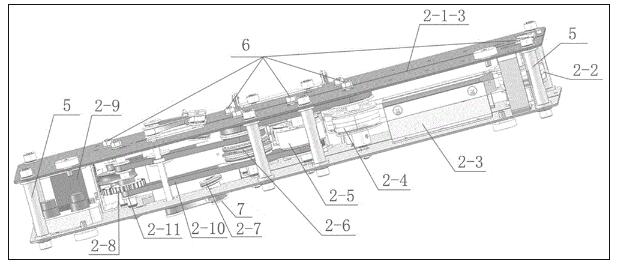
图5是封裁机内部的立体结构示意图。
图中零件序号说明:1、组装式导轨组件,1-1、折叠式导轨,1-1-1、L型钢板,1-1-2、横连板,1-1-3、铰接合页,1-2、卡座,1-2-1、倒凸型阶梯槽,1-3、杆夹具,1-3-1、定位卡块,1-3-2、立杆,1-3-3、圆弧卡夹,1-4、双层夹紧杆;2、便携式封裁机,2-1、壳体,2-1-1、把手,2-1-2、行走轮,2-1-3、进袋槽,2-2、送料轮,2-3、加热块,2-4、热封轮,2-5、整平轮,2-6、裁剪轮,2-7、分离轮,2-8、同步齿轮,2-9、步进电机,2-10、同步带,2-11、同步带轮;3、控制装置;4、移动式升降小车,4-1、升降平台;5、螺栓;6、水平传动长轴;7、传动短轴,8、塑料袋,9、废旧过滤器。
实施方式
本发明以下将结合附图作进一步描述:
如图1~图5所示,本发明的一种用于快速封存废旧过滤器的封裁装置是由铺设在移动式升降小车4中的升降平台4-1上的组装式导轨组件1、沿组装式导轨组件1向前移动的便携式封裁机2及配套的控制装置3构成(移动式升降小车4中的升降平台4-1为本发明提过了操作平台;组装式导轨组件1用于支撑便携式封裁机2,并作为便携式封裁机2的直线移动导轨;便携式封裁机2能够对装入废旧过滤器9后的塑料袋8快速进行自动热封和自动裁剪,大大提高了对塑料袋的封裁效率,大大提升了塑料袋封裁处的成形质量和密封性能,有效提高了对塑料袋的封裁质量,有效降低放射性污染物泄露的风险,更好地保障了操作人员的辐射安全防护和人身健康,保护了周围环境的安全,防止二次污染;控制装置3能够控制和调节加热块2-3的温度而自动控制热封温度,控制装置3能够控制和调节步进电机2-9的转速,进而自动控制封裁线速度);所述组装式导轨组件1包括折叠式导轨1-1、支撑在折叠式导轨底部的两个卡座1-2、设置在两个卡座顶部的四个杆夹具1-3、卡嵌在同侧两个杆夹具中的双层夹紧杆1-4(卡座1-2用于支撑折叠式导轨1-1;折叠式导轨1-1为便携式封裁机2的直线移动提供了限位导向;杆夹具1-3用于快速插嵌固定双层夹紧杆1-4;双层夹紧杆1-4用于夹紧整平塑料袋8的待封裁区域,为后续对塑料袋快速进行自动热封和自动裁剪做好准备,保证封裁质量和封裁效果);所述便携式封裁机2包括具有长方体内腔的壳体2-1和从前到后依次成对安装在长方体内腔中且呈上下两层排布的送料轮2-2、加热块2-3、热封轮2-4、整平轮2-5、裁剪轮2-6、分离轮2-7、同步齿轮2-8以及驱动同步齿轮的步进电机2-9(壳体2-1为送料轮2-2、加热块2-3、热封轮2-4、整平轮2-5、裁剪轮2-6、分离轮2-7、同步齿轮2-8、步进电机2-9及同步带2-10提供了安装基础和安装空间。步进电机2-9为同步齿轮2-8提供了驱动动力。同步齿轮2-8又通过同步带2-10及同步带轮2-11直接带动或间接带动送料轮2-2、热封轮2-4、整平轮2-5、裁剪轮2-6、分离轮2-7同步转动。与此同时,进入壳体2-1两侧壁上的进袋槽2-1-3中的待封裁塑料袋8,在被上下两个反向转动的送料轮2-2整平的同时又被向后送入到加热块2-3所在的加热工位;加热块2-3为进入加热工位的塑料袋8提供热量进行融合,塑料袋8一边融合一边继续向后移动到热封轮2-4所在的热封工位;上下两个反向转动的热封轮2-4对进入热封工位的塑料袋8进行挤压密封,热封后的塑料袋8继续向后移动到整平轮2-5所在的整平工位;上下两个反向转动的整平轮2-5对进入整平工位的塑料袋8进行二次整平,整平后的塑料袋8继续向后移动到裁剪轮2-6所在的剪裁工位;上下两个反向转动的裁剪轮2-6对进入裁剪工位的塑料袋8进行剪裁;剪裁后的塑料袋8继续向后移动到分离轮2-7所在的分叉工位;封裁后的塑料袋8的两个裁剪边经左右两个呈外八字形排布的分离轮2-7的导向,顺利且不拥挤地移出壳体2-1的内腔),裁剪轮2-6和整平轮2-5均通过同步带2-10及同步带轮2-11与同步齿轮2-8直接连接(同步齿轮2-8直接带动裁剪轮2-6和整平轮2-5同步转动),热封轮2-4通过同步轮2-11及同步带2-10与裁剪轮2-6相连(同步齿轮2-8间接带动热封轮2-4同步转动),送料轮2-2通过同步带轮2-11及同步带2-10与热封轮2-4相连(同步齿轮2-8间接带动送料轮2-2同步转动)。
本发明中所述折叠式导轨1-1是由两根L型钢板1-1-1内侧对扣并通过若干道横连板1-1-2搭接后形成长方体槽腔的导轨(长方体槽腔是携式封裁机2的直线行走通道和导向通道,L型钢板1-1-1提供了限位导向;横连板1-1-2使两根L型钢板1-1-1连接为一个整体);折叠式导轨1-1的内槽宽度与便携式封裁机2的外形宽度相匹配(保证便携式封裁机2在折叠式导轨1-1的内槽中能够顺利地直线行走);在折叠式导轨1-1的长度中心设置有能够将折叠式导轨展开到直线工作状态和收拢到对折叠合状态的铰接合页1-1-3(方便携带和转运本发明)。
本发明中两个所述卡座1-2分别铰接在折叠式导轨1-1前端和后端的侧底部(方便携带和转运本发明);所述卡座1-2是以长方块为基体、在顶端自上而下开设有倒凸型阶梯槽1-2-1,倒凸型阶梯槽1-2-1的小口段宽度与折叠式导轨1-1的外形宽度相匹配(便于卡嵌支撑折叠式导轨1-1)。
本发明中所述杆夹具1-3是由依次相连的定位卡块1-3-1、立杆1-3-2、圆弧卡夹1-3-3构成(利用定位卡块1-3-1能够快速将杆夹具1-3定位固定在L型钢板1-1-1的内腔中;立杆1-3-2用于连接定位卡块1-3-1和圆弧卡夹1-3-3;圆弧卡夹1-3-3用于卡嵌双层夹紧杆1-4);圆弧卡夹1-3-3的内径与双层夹紧杆1-4的直径相匹配,圆弧卡夹1-3-3的圆心角为180度(既便于双层夹紧杆1-4顺利嵌入圆弧卡夹1-3-3内,又能将双层夹紧杆1-4中的下层夹紧杆卡嵌牢固)。
本发明中所述双层夹紧杆1-4是由两根相同的圆钢上下间隙布置、且在两端连接后能够相对转动的双辊结构,上下圆钢的间隙与塑料袋8的厚度相匹配(便于夹紧整平塑料袋8的待封裁区域,为后续对塑料袋快速进行自动热封和自动裁剪做好准备,保证封裁质量和封裁效果)。
在本发明中所述壳体2-1的顶部中间位置安装有把手2-1-1(为本发明提供了一种备选工作模式——手持式工作模式),在壳体2-1的底部前后端均安装有行走轮2-1-2(为本发明提供了导轨式自动行走工作模式),在壳体2-1的两侧壁上开设有进袋槽2-1-3(使塑料袋8的待封裁区间横穿壳体2-1的内腔),进袋槽2-1-3的长度自侧壁的前端延伸至同步齿轮2-8的前端(保证封裁后的裁剪边顺利且不拥挤地移出壳体2-1的内腔)。
本发明中所述壳体2-1的两侧壁之间通过若干条螺栓5相连(提高壳体2-1的整体刚度,保证两侧壁的平行度)。
本发明中所述送料轮2-2、热封轮2-4、整平轮2-5、裁剪轮2-6、同步齿轮2-8均是套装在水平传动长轴6上,水平传动长轴6横穿壳体2-1的长方体内腔、并垂直固定在壳体2-1的两侧壁上;分离轮2-7套装在传动短轴7上,两个传动短轴7分别以水平向后倾斜方式各自固定在壳体2-1的左右侧壁上(这样左右两个分离轮2-7就呈外八字形排布,便于被封裁后的塑料袋8的裁剪边顺利且不拥挤地移出壳体2-1的内腔)。
本发明中所述步进电机2-9、加热块2-3均与控制装置3以电连接方式相结合(这样操作人员只需要向控制装置3输入温度参数,就能够控制和调节加热块2-3的温度,进而自动控制热封温度;操作人员只需要向控制装置3输入转速参数,就能够控制和调节步进电机2-9的转速,进而自动控制封裁线速度。因此本发明具有自动化程度高、使用方便、节省人力、通用性强、适用范围广的特点)。
本发明的具体使用情况如下:
在使用本发明之前,按照上述结构描述及附图所示的相对装配关系组装本发明。本发明组装完毕后,就可以投入正常使用了——首先,将组装式导轨组件1中的折叠式导轨1-1展开到直线工作状态,将两个分别铰接在折叠式导轨1-1前端和后端的侧底部的卡座1-2旋转到竖直方向垂直支撑在折叠式导轨1-1的底部及侧部;接着,将组装式导轨组件1放置到正对净化装置的密封门安装位置处的移动式升降小车4中的升降平台4-1上,且此时已经将废旧过滤器9从净化装置中的工作位置沿着塑料袋8密封通道转移到位于升降平台4-1后端的塑料袋8非封闭段,即组装式导轨组件1正好位于塑料袋8的待封裁区域;然后,让待封裁区域的塑料袋8依次贯穿前后两排双层夹紧杆1-4之间的间隙;随后,将便携式封裁机2卡嵌到折叠式导轨1-1的内槽中,即让安装在壳体2-1的底部前后端的行走轮2-1-2沿着折叠式导轨1-1中两根L型钢板1-1-1的上面能够直线前移;跟着,操作控制装置3启动步进电机2-9转动、启动加热块2-3进行加热,并通过输入相关参数来控制和调节步进电机2-9的转速,进而自动控制封裁线速度,通过输入相关参数来控制和调节加热块2-3的温度而自动控制热封温度。这样,塑料袋8的待封裁区域进入壳体2-1两侧壁上的进袋槽2-1-3敞口端后,在被上下两个反向转动的送料轮2-2整平的同时又被向后送入到加热块2-3所在的加热工位;加热块2-3为进入加热工位的塑料袋8提供热量进行融合,塑料袋8一边融合一边继续向后移动到热封轮2-4所在的热封工位;上下两个反向转动的热封轮2-4对进入热封工位的塑料袋8进行挤压密封,热封后的塑料袋8继续向后移动到整平轮2-5所在的整平工位;上下两个反向转动的整平轮2-5对进入整平工位的塑料袋8进行二次整平,整平后的塑料袋8继续向后移动到裁剪轮2-6所在的剪裁工位;上下两个反向转动的裁剪轮2-6对进入裁剪工位的塑料袋8进行剪裁;剪裁后的塑料袋8继续向后移动到分离轮2-7所在的分叉工位;封裁后的塑料袋8的两个裁剪边经左右两个呈外八字形排布的分离轮2-7的导向,顺利且不拥挤地移出壳体2-1的内腔——即对装入废旧过滤器9后的塑料袋8快速完成自动热封和自动裁剪,大大提高了对塑料袋的封裁效率,大大提升了塑料袋封裁处的成形质量和密封性能,有效提高了对塑料袋的封裁质量,有效降低放射性污染物泄露的风险,更好地保障了操作人员的辐射安全防护和人身健康,保护了周围环境的安全,防止二次污染。
带轮 、同步轮: http://www.gaigi.com.cn/product/tongbudailun/list_33_1.html
同步带 、 同步带轮: http://www.gaigi.com.cn
梯形齿同步带:http://www.gaigi.com.cn/product/tixingchixiangjiaotongbudai/list_1_1.html
圆弧齿同步带:http://www.gaigi.com.cn/product/yuanhuchixiangjiaotongbudai/list_26_1.html
双面齿同步带: http://www.gaigi.com.cn/product/yuanhuchishuangmiantongbudai/list_28_1.html
聚氨酯同步带 http://www.gaigi.com.cn/product/juanzhitongbudai/list_23_1.html
钢丝绳同步带 同步带的精细钢丝绳 : http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2010/0307/173.html
多楔带: http://www.gaigi.com.cn/product/duoxiedai/list_30_1.html
平带: http://www.gaigi.com.cn/product/pingpidai/list_31_1.html
同步带规格 :http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0116/143.html
同步带型号 :http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0116/143.html
同步带参数 :http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2012/1204/331.html
同步带轮规格: http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0428/193.html
同步带轮型号:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0428/193.html
同步带轮参数:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2012/1204/332.html
同步带传动 : http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2010/0118/147.html
同步带轮配套的注意事项:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2019/0228/711.html
小同步带轮最小齿数Zmin :http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2011/0418/250.html
同步带轮外圆直径计算: http://www.gaigi.com.cn/news/jishuzhichi/jishuzhichi/2010/0127/151.html
同步带轮节圆直径计算 : http://www.gaigi.com.cn/news/jishuzhichi/jishuzhichi/2010/0127/151.html
同步带轮中心距计算: http://www.gaigi.com.cn/news/jishuzhichi/jishuzhichi/2010/0127/151.html
梯形齿同步带传动精度:http://www.gaigi.com.cn/down/ziliaoxiazai/2010/0131/154.html
圆弧齿同步带传动精度:http://www.gaigi.com.cn/down/ziliaoxiazai/2010/0131/154.html
同步带传动精度: http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2010/0131/155.html
PU开口同步带 : http://www.gaigi.com.cn/product/PUkaikoutongbudai/list_49_1.html
同步带传动的设计计算和使用: http://www.gaigi.com.cn/news/jishuzhichi/jishugengxin/2010/0220/162.html
同步带轮齿形计算: http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2010/0304/170.html
同步带失效: http://www.gaigi.com.cn/news/jishuzhichi/jishugengxin/2010/0309/175.html
橡胶开口同步带: http://www.gaigi.com.cn/news/jishuzhichi/jishugengxin/2010/0315/180.html
橡胶同步带 : http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/1113/229.html
同步带宽度: http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2010/0201/156.html
双圆弧同步带: http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2010/0316/181.html
同步带疲劳破坏: http://www.gaigi.com.cn/news/jishuzhichi/jishugengxin/2010/0328/184.html
同步带轮材料: http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0312/178.html
同步带安装: http://www.gaigi.com.cn/news/jishuzhichi/anzhuangxuzhi/2009/1224/azxz.html
同步齿形带: http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2010/0505/194.html
同步带节距误差 http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0512/196.html
同步带标准: http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0514/197.html
同步带轮标准: http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0514/197.html
同步带轮挡圈: http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2010/0518/198.html
同步带累积误差: http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2010/0618/202.html
多楔带规格:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0810/205.html
多楔带参数:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0810/205.html
多楔带技术:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0810/205.html
多楔带轮: http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/0812/206.html
多楔带传动的设计计算示例: http://www.gaigi.com.cn/news/jishuzhichi/jishugengxin/2010/0109/137.html
多楔带轮设计方法: http://www.gaigi.com.cn/gaigidown/duoxiedaisheji.pdf
如何确定同步带轮型号:http://www.gaigi.com.cn/news/jishuzhichi/baoyangweihu/2009/1224/38.html
涨紧轮: http://www.gaigi.com.cn/news/jishuzhichi/jishuzhichi/2010/1015/220.html
同步带涨紧装置:http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2010/0120/148.html
同步带轮图纸下载:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/1119/231.html
同步带锁紧装置: http://www.gaigi.com.cn/company/chanpinyingyong/2010/1122/232.html
面包机同步带: http://www.gaigi.com.cn/company/chanpinyingyong/2010/1124/233.html
自动门同步带: http://www.gaigi.com.cn/company/chanpinyingyong/2010/1230/240.html
同步带拉伸性能: http://www.gaigi.com.cn/news/xinwenzhongxin/qiyedongtai/2011/0113/243.html
同步带噪音噪声 http://www.gaigi.com.cn/news/jishuzhichi/baoyangweihu/2011/0616/254.html
盖奇同步带轮最小齿数:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2011/0418/250.html
胀紧联结套:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2013/0703/389.html
锥套: http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2013/0711/390.html
GAIGI同步带轮与轴连接方式 http://www.gaigi.com.cn/news/jishuzhichi/anzhuangxuzhi/2013/0913/400.html
同步带 同步带轮选型图:http://www.gaigi.com.cn/news/jishuzhichi/jishuzhichi/2009/1225/jsxx.html
同步带节线长计算: http://www.gaigi.com.cn/news/jishuzhichi/jishuzhichi/2009/1225/jxcjs.html
同步带技术:http://www.gaigi.com.cn/news/jishuzhichi/list_10_1.html
同步带设计 同步带轮设计 :http://www.gaigi.com.cn/news/jishuzhichi/jishuzhichi/2012/1205/334.html
各种同步带轮的计算公式 http://www.gaigi.com.cn/news/jishuzhichi/jishuzhichi/2010/0127/151.html
同步带轮齿面宽度尺寸 http://www.gaigi.com.cn/news/jishuzhichi/jishuzhichi/2009/1225/54.html
同步带轮图纸下载:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2010/1119/231.html
齿板 同步带压板:http://www.gaigi.com.cn/news/jishuzhichi/chanpinrenzhi/2014/0327/423.html
GAIGI盖奇聚氨酯同步带规格型号及技术参数详情:http://www.gaigi.com.cn/news/jishuzhichi/jishuzhichi/2012/1220/349.html

Copyright © 宁波鄞州盖奇同步带轮有限公司 2007-2022 All Rights Reserved.
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号
电话:4006-574-123/0574-27834692 传真:0574-27834691
地址:浙江省宁波市鄞州区姜山镇蔡郎桥村姜南路39-2 E-Mail:sales@belt-pulley.com
浙ICP备09102982号 盖奇公司网络部提供技术支持 浙公网安备33021202003319号